Dans l'industrie de la fabrication électronique et du traitement des faisceaux de câbles, qu'il s'agisse de se référer à la norme mondiale IPC/WHMA-A-620 (Exigences et acceptation pour les assemblages de câbles et de faisceaux de câbles), à la norme USCAR-21, ou d'ouvrir le « Plan de Contrôle » de tout client de premier rang (couvrant les équipements de contrôle industriel, les dispositifs médicaux et les constructeurs automobiles), il y a un paramètre central que chaque ingénieur doit absolument défendre : la tolérance de la hauteur de sertissage des bornes (Crimp Height), qui est typiquement verrouillée à ±0,03 mm.
Si vous demandez au hasard à un technicien de production dans un atelier de faisceaux de câbles : « Pourquoi la tolérance doit-elle être de ±0,03 mm ? »
La réponse que vous obtiendrez est souvent « la réglementation des normes de l'industrie », « les spécifications du fabricant d'origine (comme TE, Molex, etc.) » ou « une valeur empirique tirée d'années de production de masse ».
Mais en tant que grand fabricant profondément engagé dans le traitement de précision des faisceaux de câbles depuis de nombreuses années, notre équipe de R&D des processus sait bien que : les tolérances extrêmes dans la fabrication industrielle ne sont jamais décidées arbitrairement ; derrière elles se cachent des principes extrêmement rigoureux de mécanique des matériaux et de métallurgie. Ce n'est qu'en comprenant vraiment cette logique sous-jacente que l'on peut établir un respect absolu pour la qualité du sertissage sur les lignes de production automatisées.
I. Le sertissage n'est pas un « serrage mécanique », mais une « soudure à froid »
Dans l'inconscient de nombreux non-professionnels, le sertissage de bornes (Terminal Crimping) consiste simplement à « pincer physiquement » le fil de cuivre avec une borne en métal. C'est une erreur cognitive majeure dans l'industrie.
Le véritable objectif d'ingénierie ultime du sertissage est d'atteindre un état de connexion de niveau métallurgique : la soudure à froid (Cold Welding).
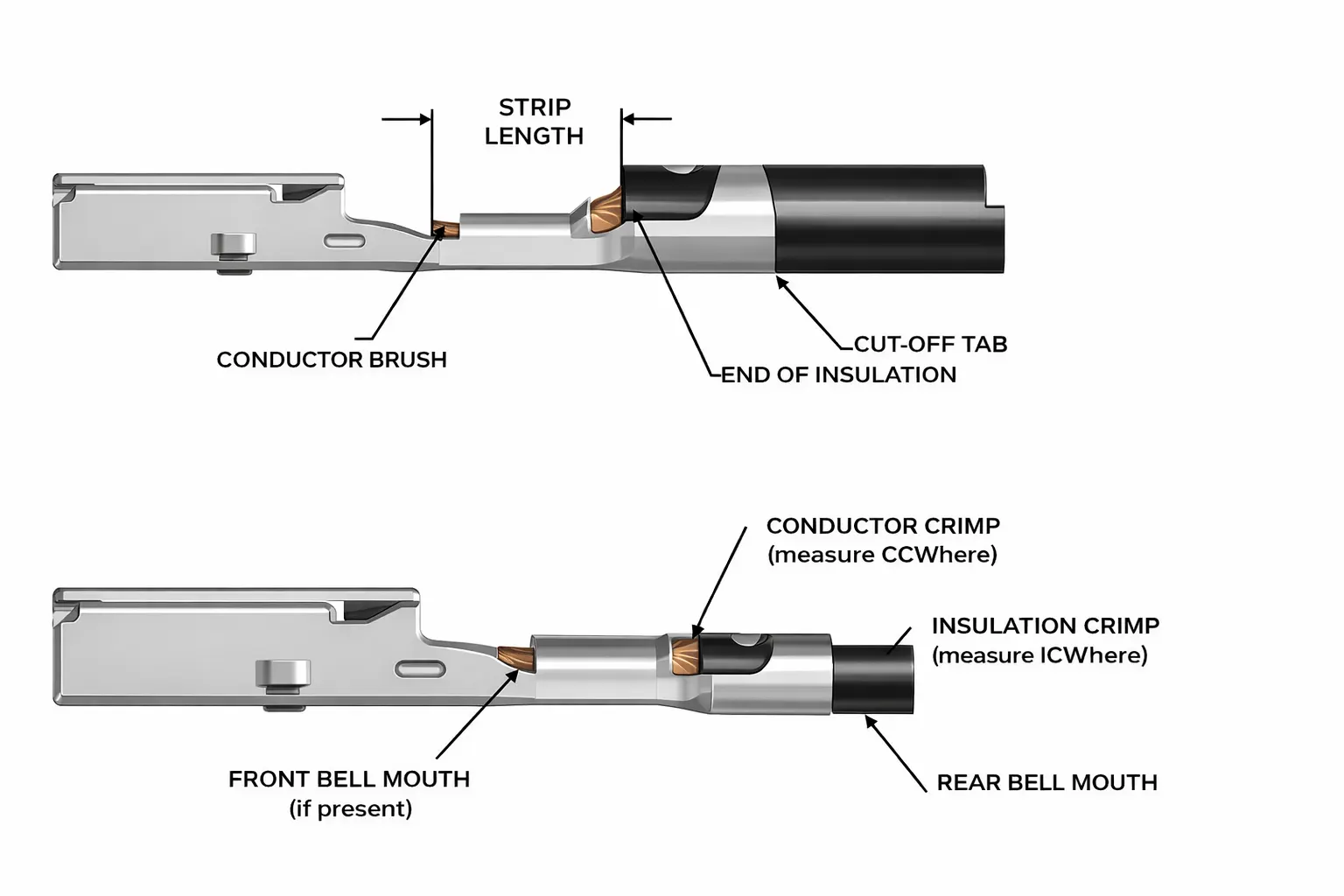
Dans l'instant d'une milliseconde de frappe par une machine à sertir à grande vitesse, le point de sertissage parfait doit subir les modifications physiques et chimiques suivantes :
Compression mécanique : Le conducteur en cuivre est soumis à une compression mécanique intense par les lames de la matrice de sertissage.
Rupture de la couche d'oxyde : Les couches d'oxyde métallique à la surface du fil et de la borne sont complètement détruites lors de frottements et d'extrusions sévères.
Déformation plastique : L'âme en cuivre et la paroi interne de la borne en métal subissent une déformation plastique profonde.
Liaison au niveau moléculaire : Le conducteur et la borne s'emboîtent étroitement au niveau atomique du métal, formant une interface de contact en métal pur sans faille.
Sous un microscope métallographique pour les sections de sertissage, cet état de connexion fusionne presque en un seul. Ce n'est qu'en réalisant complètement la « soudure à froid » que la borne sertie peut simultanément répondre aux deux exigences fondamentales des applications industrielles : une résistance de contact extrêmement faible (excellentes performances électriques). Pour maintenir cet équilibre de processus extrêmement fragile, la quantité de compression du conducteur doit être contrôlée avec précision.
II. L'essence du contrôle de la hauteur de sertissage est le « Taux de compression du conducteur »
Dans les processus de fabrication allégés (lean), la hauteur de sertissage n'est en aucun cas un paramètre de dimension géométrique isolé ; elle régule essentiellement la variable centrale — Le taux de compression du conducteur (Compression Ratio).
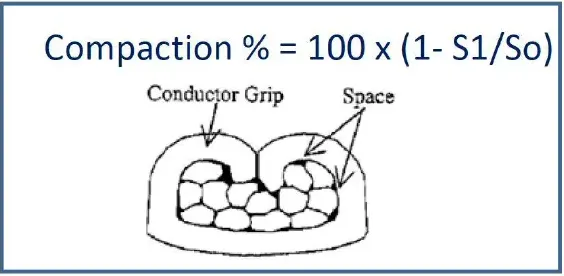
Selon les définitions des normes sectorielles faisant autorité et la vérification des données expérimentales de production de masse, pour un état de sertissage idéal, le taux de compression du conducteur doit être strictement limité dans une fenêtre de processus étroite de 15 % à 30 % (le point de départ optimal reconnu par l'industrie se situe généralement entre 15 % et 20 %).
En cas de sous-compression (taux de compression < 15 %) : Le fil de cuivre n'est pas complètement compacté, laissant des espaces d'air à l'intérieur. Cela entraîne une forte diminution de la surface de contact conductrice réelle et une montée en flèche de la résistance de contact. Dans des conditions de stockage d'énergie haute puissance, d'équipements haute tension ou de contrôle industriel lourd, cela forme facilement une "source de chaleur" fatale, provoquant l'ablation de la borne ou même des incendies d'équipement.
En cas de sur-compression (taux de compression > 30 %) : Une déformation excessive et destructrice se produit entre la borne et le fil de cuivre. La section transversale de l'âme en cuivre est gravement endommagée, créant une concentration de contraintes. Dans un environnement vibratoire lors d'un fonctionnement prolongé, cela induit facilement une rupture par fatigue du métal.
III. Pourquoi est-il absolument inacceptable d'assouplir la tolérance à ±0,05 mm ?
Les ingénieurs novices dans l'industrie se demandent souvent si l'exigence de ±0,03 mm est trop stricte : "Pouvons-nous assouplir le processus à ±0,05 mm ? Cela réduirait le taux de défauts et prolongerait la durée de vie de la matrice."
Du point de vue du contrôle qualité en usine, faisons un calcul d'ingénierie. Supposons que la hauteur de sertissage standard pour une borne électronique de haute précision soit fixée à 1,20 mm :
Si la tolérance est assouplie à ±0,05 mm, la plage de fluctuation de la hauteur sur la chaîne de production dérivera vers 1,15 mm – 1,25 mm.
Pour les connecteurs modernes miniaturisés à haute densité, cet écart de 0,05 mm, en apparence insignifiant, projeté sur la courbe du "taux de compression du conducteur", suffit à faire chuter l'état de sertissage directement hors de la fenêtre de processus sûre de 15 %-30 %.
En d'autres termes, une fois que l'écart dépasse 0,05 mm, le point de sertissage fera inévitablement face à **"une pseudo-connexion interne lâche (sous-compression)"** ou **"des dommages physiques à l'âme en cuivre (sur-compression)"**. Par conséquent, le maintien de la ligne de base de ±0,03 mm n'est en aucun cas une exigence de processus trop stricte, mais une limite de tolérance que les ingénieurs des grandes usines doivent verrouiller pour s'assurer que le taux de compression de chaque faisceau de câbles tombe en toute sécurité dans la zone sûre.
IV. Les "Trois catastrophes au niveau du système" causées par l'écart de hauteur de sertissage
Si cette ligne de base de ±0,03 mm ne peut pas être maintenue dans la production de masse, l'équipement livré aux clients finaux fera face à trois dangers cachés mortels :
Dégradation sévère des performances électriques (résistance de contact anormalement amplifiée)
Une hauteur de sertissage plus grande entraîne des espaces résiduels. Dans les faisceaux de signaux basse tension (tels que les capteurs médicaux, les bus industriels), cela entraînera une perte de signal haute fréquence ou des codes d'erreur de données ; dans les faisceaux d'alimentation, l'élévation anormale de température provoquée par une impédance élevée est une cause majeure d'arrêt de l'équipement et d'emballement thermique.Effondrement de la résistance mécanique (force de traction non conforme aux normes)
Une hauteur plus importante empêche les ailettes de la borne d'envelopper et de verrouiller complètement le fil. Sous les mouvements à haute fréquence des robots industriels, la traînée de l'équipement ou les conditions de route cahoteuses des véhicules, le fil est extrêmement susceptible d'être arraché du manchon de la borne, ce qui entraîne des pannes de courant instantanées ou des défaillances des modules centraux.Fracture par fatigue cachée (fiabilité à long terme compromise)
C'est le "tueur invisible" le plus gênant dans le service après-vente. Si la hauteur de sertissage est trop petite (sur-emboutissage), l'âme en cuivre subit des "blessures internes". Ces produits défectueux peuvent souvent passer en douceur les tests de continuité et de traction standard en usine, mais après 1 à 2 ans de fonctionnement continu, le fil de cuivre endommagé dilate continuellement ses microfissures sous des micro-vibrations constantes à haute fréquence, entraînant finalement une paralysie complète par circuit ouvert.
V. Les atouts des fabricants de faisceaux de câbles haut de gamme : "Le système de vérification tridimensionnelle"
En tant que fabricant professionnel de faisceaux de câbles de haute qualité, la qualité que nous promettons à nos clients ne reste jamais que sur le papier. Les usines de faisceaux vraiment matures comprennent profondément que : S'appuyer uniquement sur un micromètre pour mesurer la hauteur de sertissage est loin d'être suffisant. L'excellence du sertissage de bornes est le résultat d'une combinaison de multiples variables de processus, y compris l'adaptation du matériau de la borne, l'analyse de la structure du fil, la précision de la machine de dénudage automatisée et la gestion des lames de la matrice de sertissage.
Pour garantir le rendement et la fiabilité, les principales entreprises du secteur ont mis en place un strict **"Système de vérification tridimensionnelle de la qualité de sertissage"** :
Mesure de la hauteur et de la largeur de sertissage (Surveillance SPC en ligne) : La chaîne de production est entièrement équipée de micromètres numériques de précision et de moniteurs de force de sertissage (CFM) dotés de fonctions statistiques automatiques CPK pour effectuer des contrôles aléatoires à haute fréquence et un contrôle statistique des processus pendant la production, évitant ainsi les écarts systématiques.
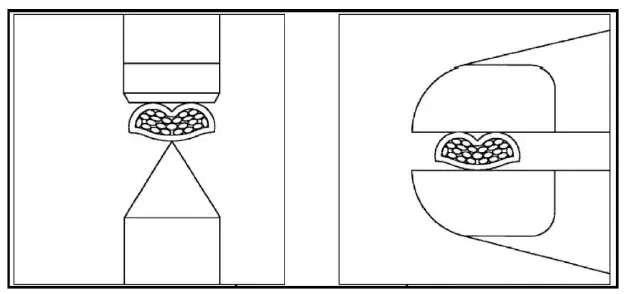
Test de force de traction des bornes (Vérification mécanique destructive) : Des machines d'essai de traction de haute précision sont utilisées pour des étirements physiques destructifs afin de vérifier visuellement si la force de morsure mécanique de la connexion métallique dépasse les exigences de la limite supérieure de l'IPC ou des normes du client.
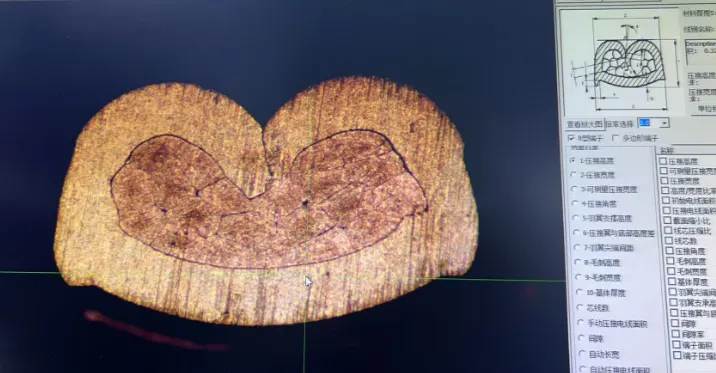
Analyse métallographique de section transversale (Le critère de qualité ultime) : Il s'agit d'un élément de vérification essentiel que les auditeurs qualité des grands clients doivent vérifier. En enrobant la borne sertie dans de la résine, en la coupant avec précision, en la polissant et en appliquant une attaque acide, elle est placée sous un microscope métallographique et agrandie (50x-200x) pour analyser visuellement la **"densité de compression du conducteur"** et la **"morphologie de l'enroulement de la borne (symétrie, bavures sur la surface d'appui, interférence au fond)"**. Dans le domaine de la fabrication de faisceaux de câbles haut de gamme, les données métallographiques transversales sont la vérité absolue qui ne ment jamais.
VI. La fiabilité du système de l'équipement dépend essentiellement de la fiabilité du sertissage du faisceau de câbles
Les personnes extérieures croient souvent à tort que le traitement des faisceaux de câbles est un assemblage "à forte intensité de main-d'œuvre" sans barrières techniques, supposant que tant que les machines à sertir entièrement automatiques les plus chères sont achetées, des produits qualifiés seront naturellement fabriqués.
Mais aux yeux des experts chevronnés en procédés de faisceaux, une qualité de fabrication de premier ordre repose sur la compréhension profonde de l'équipe du processus sous-jacent : c'est la gestion rigoureuse au micromètre de l'usure des lames de la matrice de sertissage, la recherche ultime de la précision de la machine de coupe et de dénudage automatique, et la révision en boucle fermée des données quotidiennes de l'analyse transversale.
Ne sous-estimez jamais ce minuscule ±0,03 mm. À l'intérieur d'un appareil de précision haut de gamme (qu'il s'agisse d'une voiture intelligente, d'un appareil IRM ou d'un robot industriel à 6 axes), il y a des centaines ou des milliers de points de sertissage de bornes entrelacés. Si ne serait-ce qu'un seul point tombe en panne parce qu'il sort de la tolérance, la puce principale la plus puissante et la structure mécanique la plus précise pourraient être instantanément complètement paralysées en raison d'une perte de puissance ou d'une perte de signal.
Respecter les normes industrielles et s'en tenir à la tolérance de sertissage de ±0,03 mm n'est pas seulement la base de processus pour les principales entreprises de fabrication de faisceaux de câbles de haute qualité, mais aussi le fondement professionnel de l'engagement de chaque ingénieur envers la fiabilité du produit.




