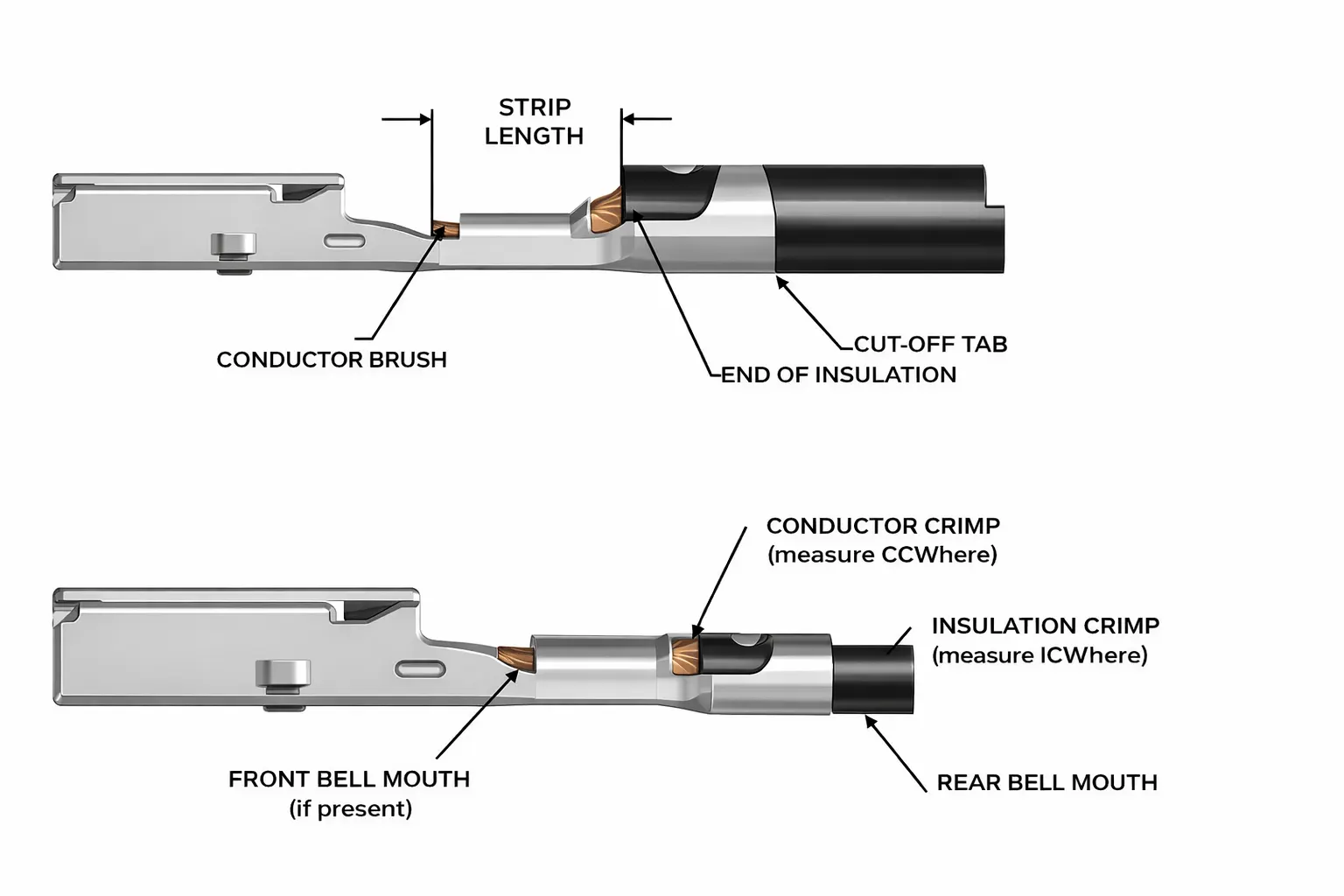
在電子製造與線束加工行業,無論是查閱國際通用的 IPC/WHMA-A-620 標準(線纜及線束組件的要求與驗收)、USCAR-21 標準,還是翻開任何一家頭部客戶(涵蓋工控設備、醫療器械、汽車主機廠)的《控制計劃(Control Plan)》,都有一個所有線束製程工程師必須死守的核心參數:端子壓接高度(Crimp Height)的公差,通常被牢牢鎖定在 ±0.03 mm。
如果在線束加工車間隨機詢問一位產線工藝員:“為什麼公差必須是 ±0.03 mm?”
得到的答案往往是“行業標準規定”、“端子原廠(如TE、Molex等)規範”或是“多年量產的經驗值”。
但作為一家深耕精密線束加工多年的製造大廠,我們的資深工藝研發團隊深知:工業製造中的極限公差絕非拍腦袋決定,其背後隱藏著極其嚴謹的材料力學與金屬冶金學原理。 真正吃透了這一底層邏輯,才能在自動化產線上對端子壓接質量建立起絕對的製程敬畏。
一、 端子壓接不是“機械夾緊”,而是“金屬冷焊”
在很多非專業人士的潛意識裡,端子壓接(Terminal Crimping)僅僅是用金屬端子把銅導線“物理捏緊”。這是線束加工行業的一大認知誤區。
端子壓接真正的工程終極目標,是實現一種冶金級別的連接狀態——冷焊(Cold Welding)。
在高速壓接機衝壓的毫秒級瞬間,完美的壓接點必須發生以下物理化學變化:
機械壓縮: 銅導體受到壓接模具刀片強烈的機械壓縮。
破除氧化層: 導線與端子表面的金屬氧化層在劇烈的摩擦與擠壓中被徹底破壞。
塑性變形: 銅芯與金屬端子內壁發生深度的塑性形變。
分子級結合: 導體與端子在金屬原子層面上緊密嵌合,形成無縫隙的純金屬接觸界面。
在壓接截面金相顯微鏡下,這種連接狀態幾乎融為一體。只有徹底實現“冷焊”,壓接端子才能同時滿足工業級應用的兩大核心訴求:極低的接觸電阻(卓越的電氣性能)。而要維持這種極其脆弱的工藝平衡,導體的壓縮量就必須被極其精準地控制。
二、 壓接高度控制的本質是“導體壓縮率”
在精益線束製造工藝中,壓接高度絕不是一個孤立的幾何尺寸參數,它本質上調控的是核心變量——導體壓縮率(Compression Ratio)。
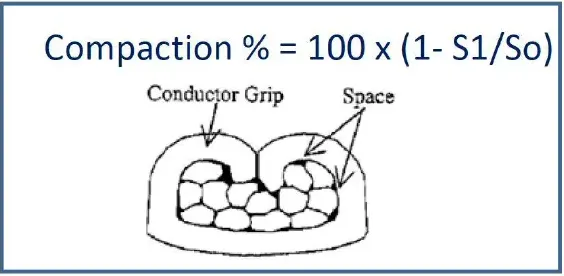
根據行業權威標準定義及海量量產實驗數據驗證,一個理想的端子壓接狀態,其導體壓縮率必須被嚴格限制在 15% – 30% 的狹窄製程窗口內(業界公認的最佳起始點通常在 15% - 20% 之間)。
當壓縮不足(壓縮率 < 15%)時: 銅絲未被完全壓實,線束內部殘留空氣間隙。這會導致實際導電接觸面積急劇減小,接觸電阻飆升。在大功率儲能、高壓設備或重載工控工況下,極易形成致命的“發熱源”,引發端子燒蝕甚至設備起火。
當壓縮過度(壓縮率 > 30%)時: 端子與銅絲產生破壞性的過度形變。銅芯截面積嚴重受損,產生應力集中。在設備長期運行的振動環境下,極易引發金屬疲勞斷裂。
三、 為什麼放寬到 ±0.05 mm 絕對不行?
對於初入線束加工行業的工程師,常常會質疑 ±0.03 mm 的要求過於苛刻:“工藝放寬到 ±0.05 mm 行不行?這樣不良率更低,模具壽命還能更長。”
從線束工廠的質量管控角度來看,我們來算一筆工程賬。假設某款高精密電子端子的標準壓接高度設定為 1.20 mm:
如果將公差放寬至 ±0.05 mm,實際產線上的高度波動範圍將飄移至 1.15 mm – 1.25 mm。
對於微型化、高密度的現代連接器而言,這看似微不足道的 0.05 mm 偏差,投射到“導體壓縮率”的曲線上,足以讓壓接狀態直接跌穿 15%-30% 的安全製程窗口。
換言之,一旦偏離超過 0.05 mm,壓接點將不可避免地面臨**“內部鬆散虛接(壓縮不足)”或“銅芯物理受損(過度壓縮)”**。因此,守住 ±0.03 mm 的底線絕非工藝苛求,而是為了確保每一根線束的壓縮率都穩穩落入安全區間,大廠工程師必須鎖死的容忍極值。
四、 壓接高度偏差引發的“三大系統級災難”
如果在規模化量產中守不住這 ±0.03 mm 的底線,交付到終端客戶手中的設備將面臨三大致命隱患:
電氣性能劇烈衰減(接觸電阻異常放大)
壓接高度偏大導致空隙殘留。在低壓信號線束(如醫療傳感器、工業總線)中,會引發高頻信號丟失或數據誤碼;在動力線束中,高阻抗帶來的異常溫升是導致設備宕機和熱失控的重大誘因。機械強度崩塌(拉拔力不達標)
高度偏大導致端子翼片未能充分包裹並鎖死導線。在工業機器人高頻運動、設備拖拽或車輛顛簸路況下,導線極易從端子套管中被生生扯脫,導致瞬間斷電或核心模塊失效。長期可靠性透支(隱性疲勞斷裂)
這是終端售後最棘手的“隱形殺手”。若壓接高度偏小(過度衝壓),銅芯受了“內傷”。此類不良品往往能順利通過出廠的常規導通測試與拉拔測試,但在設備連續運行 1-2 年後,受損銅絲在持續高頻微振動下微裂紋不斷擴展,最終導致徹底斷路癱瘓。
五、 高端線束製造企業的護城河:“三維驗證體系”
作為專業的高品質線束製造商,我們向客戶承諾的質量絕對不僅停留在紙面。真正成熟的線束代工廠深知:單純依賴千分尺測量壓接高度是遠遠不夠的。 優良的端子壓接是端子材質匹配、導線結構分析、自動化剝皮精度以及模具刀片管理等多個製程變量的綜合輸出。
為確保良率與可靠性,業界頂尖線束企業均建立了一套嚴苛的**“壓接質量三維驗證體系”**:
壓接高度與寬度測量(在線 SPC 監控): 產線全面配置帶 CPK 自動統計功能的精密數顯千分尺與壓力測力儀(CFM),實現生產過程的高頻抽檢與統計過程控制,預防系統性偏差。
端子拉拔力測試(破壞性機械驗證): 採用高精度拉力測試儀進行破壞性物理拉伸,直觀驗證金屬連接的機械咬合強度是否超越 IPC 或客戶標準的上限要求。
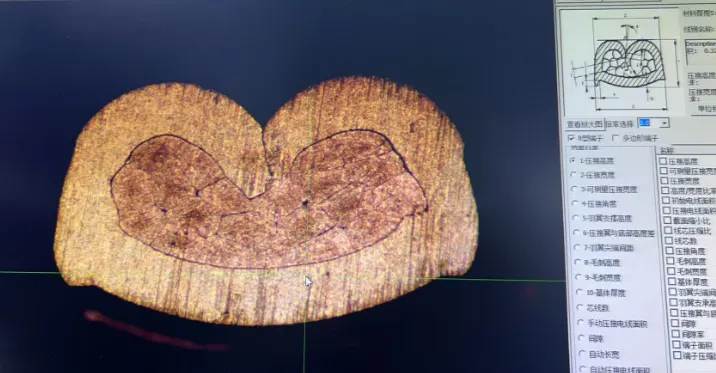
壓接截面金相分析(終極質量判據): 這是各大頭部客戶高級質量審核員必查的核心驗證項目。通過將壓接端子樹脂鑲嵌、精密切割、打磨、酸腐蝕後置於金相顯微鏡下放大(50x-200x),直觀剖析內部的**“導體壓縮緻密度”、“端子捲邊形態(對稱度、支撐面毛刺、觸底干涉情況)”**。在高端線束加工領域,截面金相數據是絕不撒謊的終極真理。
六、 設備的系統可靠性,本質上取決於線束壓接的可靠性
業外人士往往誤認為線束加工是沒有技術壁壘的“勞動密集型”裝配。以為只要採購了最昂貴的全自動壓接機,就能自然產出合格的產品。
但在資深的線束工藝專家眼中,一流的製造品質建立在團隊對工藝底層的深刻洞察之上:它是對壓接模具刀片磨損微米級的嚴苛管理,是對全自動裁線剝皮精度的極致追求,更是對每日截面分析數據的閉環復盤。
切莫輕視這微小的 ±0.03 mm。一台高端精密設備(無論是智能汽車、核磁共振設備,還是六軸工業機器人)的內部,動輒交織著成百上千個端子壓接點。只要其中哪怕一個點因為跌破公差而失效,再強大的主控芯片、再精密的機械結構,都可能在瞬間因為斷電或信號丟失而全面癱瘓。
敬畏工業標準,死磕 ±0.03 mm 的壓接公差,這不僅是中國高端線束加工企業的製程底線,更是每一位線束工程師對產品可靠性的專業底色。




