電子製造およびワイヤーハーネス加工業界において、世界的に認められている IPC/WHMA-A-620 規格(ケーブルおよびワイヤーハーネスアセンブリの要件と承認)、USCAR-21 規格を参照するか、トップクラスの顧客(産業用制御機器、医療機器、自動車OEMを含む)の「コントロールプラン(Control Plan)」を開くと、すべてのワイヤーハーネスプロセスエンジニアが厳守しなければならない核心的なパラメータが1つあります。 それが端子圧着高さ(Crimp Height)の公差であり、通常±0.03 mmに厳密に固定されています。
ワイヤーハーネスのワークショップで生産ラインの技術者にランダムに「なぜ公差が±0.03 mmでなければならないのですか?」と尋ねた場合、
得られる答えは、「業界標準の規制」、「端子の元メーカー(TE、Molexなど)の仕様」、または「長年の大量生産からの経験値」であることがよくあります。
しかし、長年にわたり精密ワイヤーハーネス加工に深く携わってきた大手メーカーとして、当社のシニアプロセスR&Dチームはよく知っています。 工業製造における極限の公差は決して恣意的に決定されるものではなく、その背後には材料力学と金属冶金学の非常に厳密な原理が隠されています。 この根本的な論理を真に理解することによってのみ、自動化された生産ラインで端子圧着品質に対する絶対的な畏敬の念を確立することができます。
I. 端子圧着は「機械的挟み込み」ではなく「冷間圧接」である
多くの非専門家の潜在意識の中で、端子圧着(Terminal Crimping)は単に金属端子で銅線を「物理的に挟む」ことだけです。これは、ワイヤーハーネス製造業界における大きな認知的誤解です。
端子圧着の真の究極のエンジニアリング目標は、冶金レベルの接続状態である冷間圧接(Cold Welding)を実現することです。
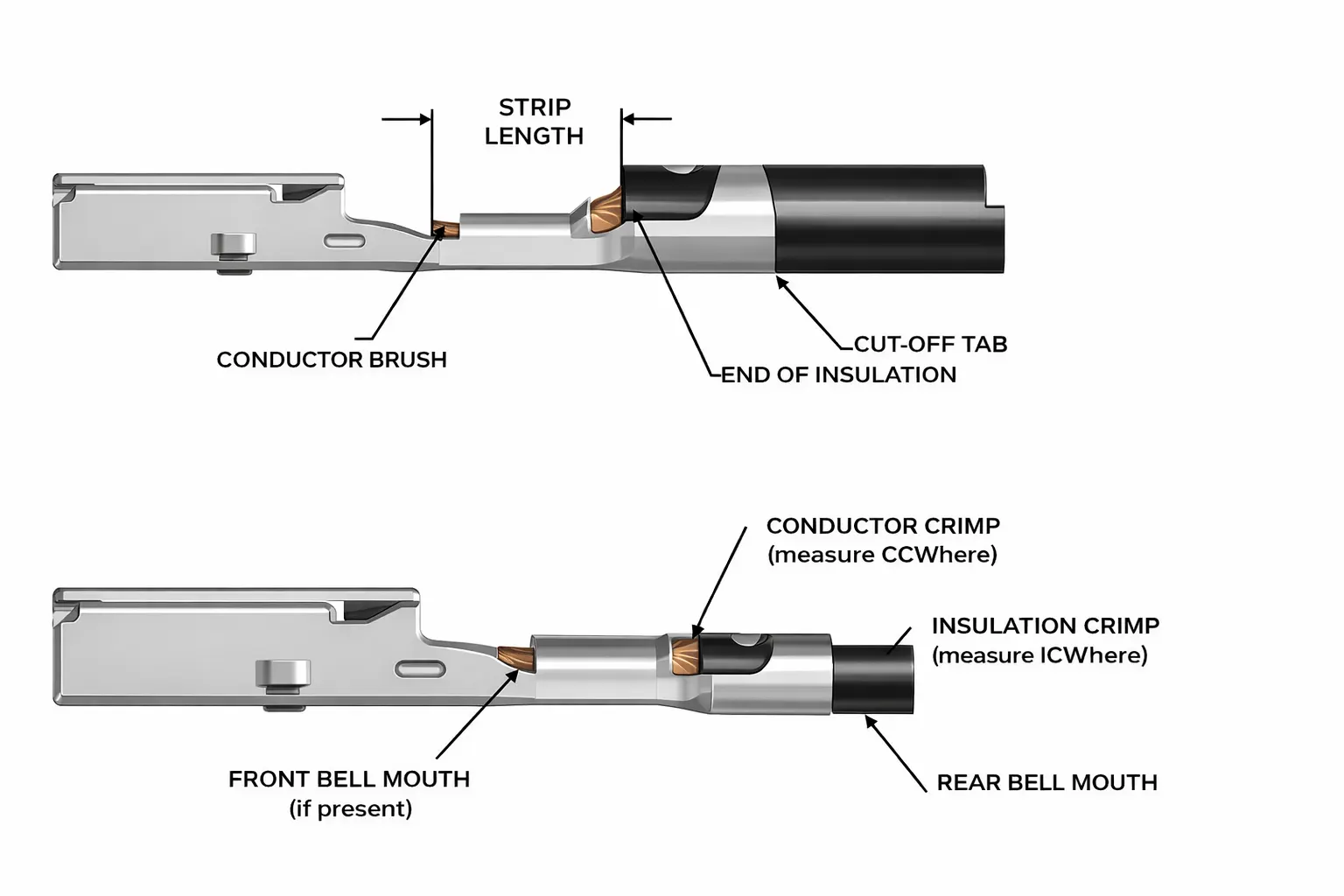
高速圧着機によるパンチングのミリ秒の瞬間に、完璧な圧着点は以下の物理的および化学的変化を経なければなりません。
機械的圧縮: 銅導体は、圧着ダイのブレードによって強力な機械的圧縮を受けます。
酸化層の破壊: ワイヤーと端子の表面の金属酸化層は、激しい摩擦と押し出しの間に完全に破壊されます。
塑性変形: 銅コアと金属端子の内壁は深い塑性変形を起こします。
分子レベルの結合: 導体と端子は金属原子レベルでしっかりと組み合わさり、シームレスな純金属の接触インターフェースを形成します。
圧着断面の金相顕微鏡の下では、この接続状態はほぼ1つに融合します。「冷間圧接」を完全に実現することによってのみ、圧着された端子は工業用途の2つの核心的な要求、つまり 極めて低い接触抵抗(優れた電気的性能) を同時に満たすことができます。この極めて脆弱なプロセスのバランスを維持するためには、導体の圧縮量を極めて正確に制御しなければなりません。
II. 圧着高さ制御の本質は「導体圧縮率」
リーンなワイヤーハーネス製造プロセスにおいて、圧着高さは決して孤立した幾何学的寸法パラメータではありません。それは本質的に核心的な変数である 導体圧縮率(Compression Ratio) を調整します。
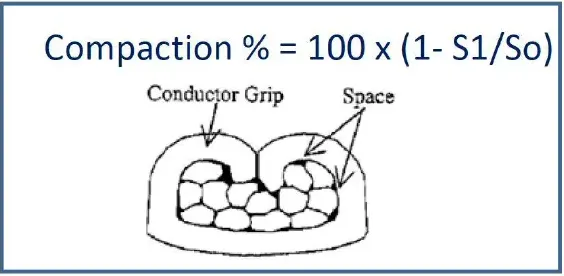
権威ある業界標準の定義と大量生産の実験データの検証によると、理想的な端子圧着状態のためには、その導体圧縮率は 15% ~ 30% の狭いプロセスウィンドウ内に厳密に制限されなければなりません(業界で認められている最適な開始点は通常15%から20%の間です)。
圧縮不足の場合(圧縮率 < 15%): 銅線が完全に圧縮されておらず、ワイヤーハーネスの内部に空気の隙間が残ります。これにより、実際の導電性接触面積が急激に減少し、接触抵抗が急増します。高出力のエネルギー貯蔵、高電圧機器、または重負荷の産業用制御の条件下では、致命的な「熱源」を形成しやすく、端子のアブレーションや機器の火災を引き起こすことさえあります。
過圧縮の場合(圧縮率 > 30%): 端子と銅線の間に破壊的な過度の変形が発生します。銅コアの断面積がひどく損傷し、応力集中が発生します。機器の長期稼働中の振動環境では、金属の疲労破壊を容易に引き起こす可能性があります。
III. ±0.05 mmに緩和することが絶対に許されないのはなぜですか?
ワイヤーハーネス加工業界に新しく入ったエンジニアは、±0.03 mmの要件が厳しすぎるのではないかと疑問に思うことがよくあります。「プロセスを±0.05 mmに緩和することはできませんか?そうすれば不良率が下がり、ダイの寿命も延びるでしょう。」
ワイヤーハーネス工場の品質管理の観点から、エンジニアリングの方程式を計算してみましょう。高精度電子端子の標準圧着高さが 1.20 mm に設定されていると仮定します。
公差を ±0.05 mm に緩和すると、生産ラインでの実際の高さの変動範囲は 1.15 mm – 1.25 mm にずれます。
小型化された高密度の最新のコネクタの場合、この一見取るに足らない0.05 mmの偏差が「導体圧縮率」の曲線に投影されると、圧着状態が15%〜30%の安全なプロセスウィンドウから完全に外れてしまうのに十分です。
言い換えれば、偏差が0.05 mmを超えると、圧着点は必然的に **「内部の緩い疑似接続(圧縮不足)」** または **「銅コアへの物理的損傷(過圧縮)」** に直面します。したがって、±0.03 mmのベースラインを維持することは、決して過度に厳しいプロセス要件ではなく、すべてのワイヤーハーネスの圧縮率が安全なゾーンに確実に収まるように、主要工場のエンジニアがロックしなければならない公差の限界です。
IV. 圧着高さの偏差によって引き起こされる「システムレベルの3つの災害」
この±0.03 mmのベースラインを大規模な大量生産で維持できない場合、エンド顧客に納入される機器は3つの致命的な隠れた危険に直面します。
電気的性能の深刻な低下(異常に増幅された接触抵抗)
圧着高さが大きくなると、隙間が残ります。低電圧信号ハーネス(医療センサー、産業用バスなど)では、高周波信号の損失やデータエラーコードが発生します。電源ハーネスでは、高インピーダンスによってもたらされる異常な温度上昇が、機器のダウンタイムや熱暴走の主な原因となります。機械的強度の崩壊(基準に達していない引張力)
高さが大きいと、端子の翼がワイヤーを完全に包み込んでロックできなくなります。産業用ロボットの高周波の動き、機器の引きずり、または車の凸凹道などの条件下では、ワイヤーが端子スリーブから直接引きちぎられる可能性が非常に高く、瞬時の停電やコアモジュールの故障につながります。長期的な信頼性の損失(隠れた疲労破壊)
これはアフターサービスで最も厄介な「目に見えない殺人者」です。圧着高さが小さすぎる(過剰なスタンピング)と、銅コアに「内傷」が持続します。このような不良品は、多くの場合、工場の標準的な導通テストや引張テストをスムーズに合格できますが、機器を1〜2年間継続して稼働させた後、損傷した銅線は、一定の高周波微小振動の下で微小亀裂を継続的に拡大し、最終的には完全な断線麻痺につながります。
V. ハイエンドワイヤーハーネスメーカーの堀:「3次元検証システム」
プロフェッショナルな高品質ワイヤーハーネスメーカーとして、お客様に約束する品質は決して紙の上のものだけではありません。真に成熟したカスタムワイヤーハーネス工場は、以下を深く理解しています。 圧着高さを測定するためにマイクロメーターだけに頼るのでは全く不十分です。 優れた端子圧着は、端子材料の適合、ワイヤー構造の分析、自動ワイヤーストリッピングの精度、圧着ダイブレードの管理など、複数のプロセス変数の包括的な出力です。
歩留まりと信頼性を確保するために、業界のトップワイヤーハーネス企業は、厳格な **「圧着品質のための3次元検証システム」** を確立しています。
圧着高さと幅の測定(オンラインSPCモニタリング): 生産ラインには、精密デジタルマイクロメーターと、CPK自動統計機能を備えた圧着力モニター(CFM)が包括的に装備されており、生産中の高頻度のスポットチェックと統計的プロセス制御を実現し、系統的な偏差を防ぎます。
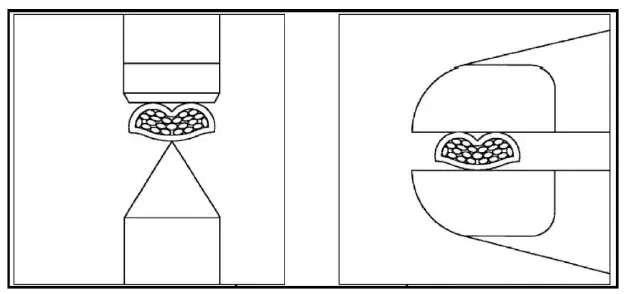
端子引張力テスト(破壊的な機械的検証): 高精度の引張試験機を使用して破壊的な物理的伸張を行い、金属接続の機械的噛み合い強度がIPCまたは顧客の標準の上限要件を超えているかどうかを視覚的に検証します。
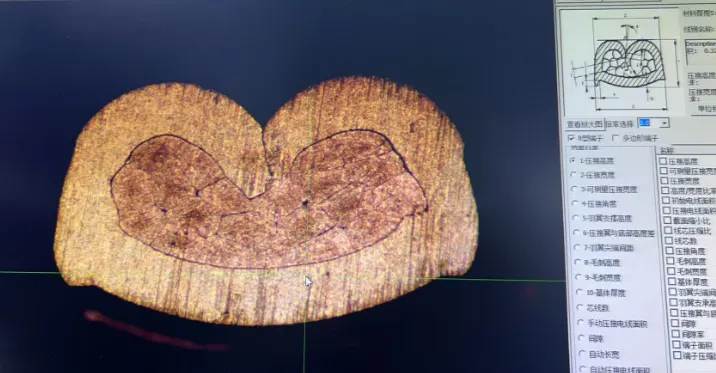
断面の金相分析(究極の品質基準): これは、大手トップ顧客のシニア品質監査員が確認しなければならない中核的な検証項目です。圧着された端子を樹脂に埋め込み、精密な切断、研磨、および酸エッチングを行うことにより、金相顕微鏡の下に置いて(50倍から200倍)拡大し、内部の **「導体圧縮密度」** および **「端子のロール形状(対称性、支持面のバリ、底部の干渉)」** を視覚的に分析します。ハイエンドのワイヤーハーネス製造分野において、断面の金相データは決して嘘をつかない究極の真実です。
VI. 機器のシステム信頼性は、本質的にワイヤーハーネスの圧着の信頼性に依存します
部外者はしばしば、ワイヤーハーネスの加工は技術的な障壁のない「労働集約型」の組み立てであると誤解し、最も高価な全自動圧着機を購入しさえすれば、適格な製品が自然に生産されると考えています。
しかし、シニアワイヤーハーネスプロセス専門家の目には、一流の製造品質は、基礎となるプロセスに対するチームの深い洞察に基づいています。それは、圧着ダイブレードの摩耗の厳密なマイクロメートルレベルの管理、全自動のワイヤー切断およびストリッピング精度の究極の追求、そして毎日の断面分析データの閉ループのレビューです。
この微小な±0.03 mmを決して過小評価しないでください。ハイエンドの精密機器(スマートカー、MRI装置、6軸産業用ロボットなど)の内部には、数百または数千の端子圧着点が絡み合っています。公差から外れて たった1つの点 でも機能しなくなった場合、最も強力なマスターチップと最も精密な機械構造は、電力損失または信号障害のために瞬時に完全に麻痺する可能性があります。
工業規格を敬い、±0.03 mmの圧着公差を固守することは、業界をリードするハイエンドワイヤーハーネス製造企業にとってのプロセスのベースラインであるだけでなく、製品の信頼性に対するすべてのワイヤーハーネスエンジニアのコミットメントの専門的な基盤でもあります。




