Nel settore della produzione elettronica e della lavorazione dei cablaggi, che si faccia riferimento allo standard globale IPC/WHMA-A-620 (Requisiti e accettazione per gruppi di cavi e cablaggi), allo standard USCAR-21 o al "Piano di Controllo" di qualsiasi cliente di alto livello (tra cui apparecchiature di controllo industriale, dispositivi medici e produttori automobilistici), c'è un parametro chiave che ogni ingegnere di processo deve difendere: la tolleranza dell'altezza di crimpatura del terminale (Crimp Height), tipicamente bloccata a ±0,03 mm.
Se chiedi a caso a un tecnico in officina: "Perché la tolleranza deve essere di ±0,03 mm?"
La risposta che otterrai è spesso "regolamentazione standard del settore", "specifica del produttore originale del terminale (come TE, Molex, ecc.)" o "valore empirico derivante da anni di produzione di massa".
Ma come importante produttore profondamente impegnato da molti anni nella lavorazione di precisione dei cablaggi, il nostro team R&D di processo sa bene che: le tolleranze estreme nella produzione industriale non sono mai decise arbitrariamente; nascondono principi estremamente rigorosi di meccanica dei materiali e metallurgia. Solo comprendendo veramente questa logica di base si può stabilire un rispetto assoluto per la qualità della crimpatura sulle linee di produzione automatizzate.
I. La crimpatura del terminale non è un "bloccaggio meccanico", ma una "saldatura a freddo"
Nel subconscio di molti non addetti ai lavori, la crimpatura del terminale (Terminal Crimping) consiste semplicemente nel "pizzicare fisicamente" il filo di rame con un terminale metallico. Si tratta di un grave malinteso cognitivo nel settore della lavorazione dei cablaggi.
Il vero obiettivo ingegneristico finale della crimpatura è ottenere uno stato di connessione a livello metallurgico: la saldatura a freddo (Cold Welding).
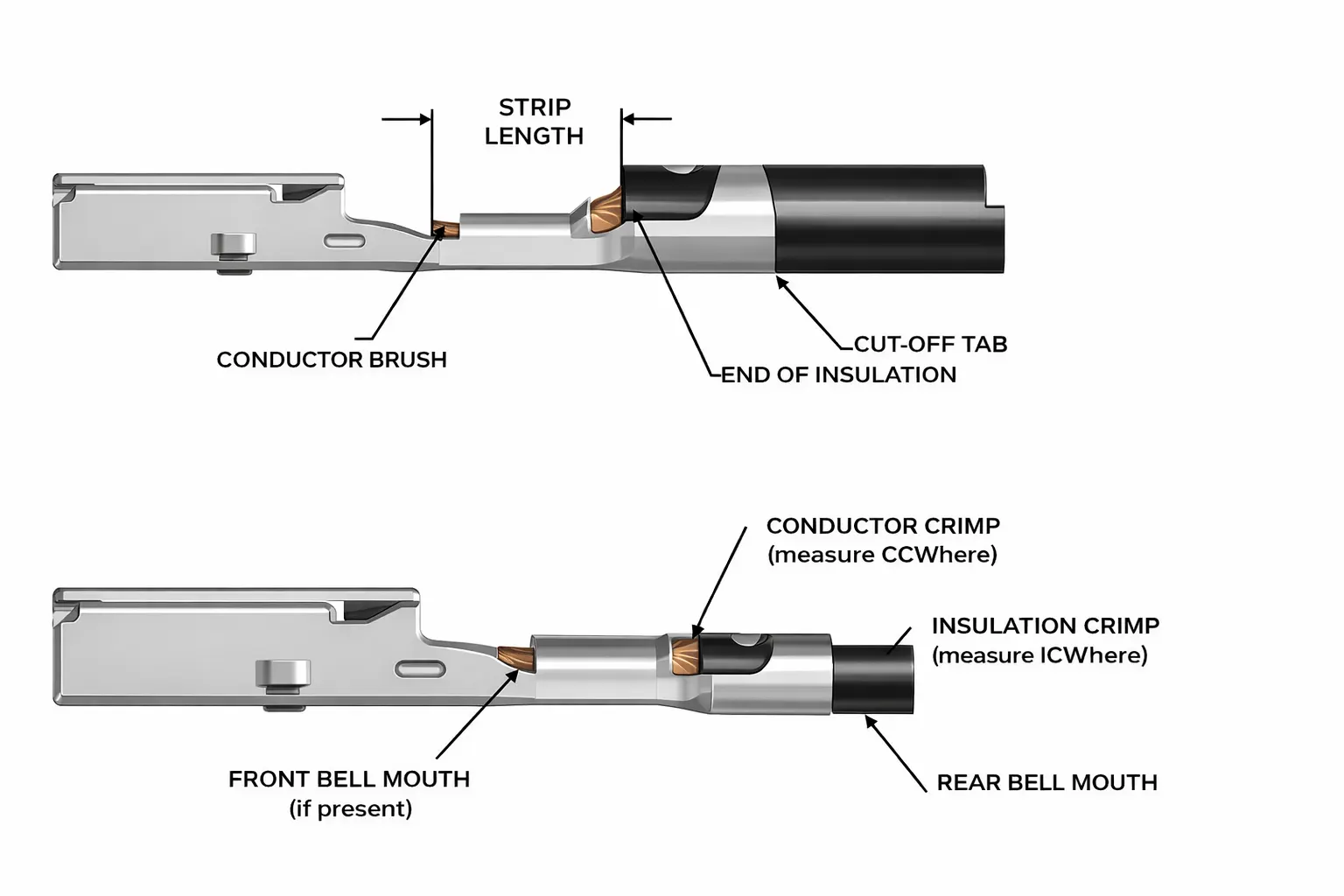
Nel millisecondo di punzonatura da parte di una pressa crimpatrice ad alta velocità, il punto di crimpatura perfetto deve subire i seguenti cambiamenti fisici e chimici:
Compressione meccanica: Il conduttore di rame è sottoposto a un'intensa compressione meccanica da parte delle lame della matrice di crimpatura.
Rottura dello strato di ossido: Gli strati di ossido metallico sulla superficie del filo e del terminale vengono completamente distrutti durante il forte attrito e l'estrusione.
Deformazione plastica: L'anima di rame e la parete interna del terminale metallico subiscono una profonda deformazione plastica.
Legame a livello molecolare: Il conduttore e il terminale si incastrano strettamente a livello atomico, formando un'interfaccia di contatto in metallo puro senza interruzioni.
Sotto un microscopio metallografico per l'analisi della sezione trasversale, questo stato di connessione si fonde quasi in un tutt'uno. Solo ottenendo completamente la "saldatura a freddo" il terminale crimpato può soddisfare simultaneamente i due requisiti fondamentali delle applicazioni industriali: resistenza di contatto estremamente bassa (eccellenti prestazioni elettriche). Per mantenere questo equilibrio di processo estremamente fragile, la quantità di compressione del conduttore deve essere controllata in modo molto preciso.
II. L'essenza del controllo dell'altezza di crimpatura è il "Rapporto di Compressione del Conduttore"
Nei processi di produzione snella dei cablaggi, l'altezza di crimpatura non è affatto un parametro geometrico isolato; regola essenzialmente la variabile centrale: il rapporto di compressione del conduttore (Compression Ratio).
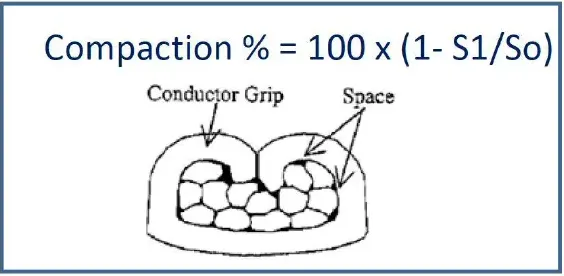
Secondo le definizioni degli standard autorevoli del settore e la verifica di enormi dati sperimentali di produzione di massa, per uno stato di crimpatura ideale, il rapporto di compressione del conduttore deve essere rigorosamente limitato all'interno di una stretta finestra di processo del 15% - 30% (il punto di partenza ottimale riconosciuto dal settore è solitamente tra il 15% e il 20%).
Quando la compressione è insufficiente (rapporto di compressione < 15%): Il filo di rame non è completamente compattato, lasciando vuoti d'aria residui all'interno. Ciò fa diminuire drasticamente l'area di contatto conduttivo effettivo e fa impennare la resistenza di contatto. Nelle condizioni di accumulo di energia ad alta potenza, apparecchiature ad alta tensione o controllo industriale per carichi pesanti, si forma facilmente una "fonte di calore" letale, che provoca l'ablazione del terminale o addirittura l'incendio dell'apparecchiatura.
Quando la compressione è eccessiva (rapporto di compressione > 30%): Si verifica una deformazione eccessiva e distruttiva tra il terminale e il filo di rame. L'area della sezione trasversale dell'anima di rame è gravemente danneggiata, creando una concentrazione di sollecitazioni. In un ambiente vibratorio durante il funzionamento a lungo termine dell'apparecchiatura, induce facilmente la rottura per fatica del metallo.
III. Perché allentare la tolleranza a ±0,05 mm è assolutamente inaccettabile?
Gli ingegneri alle prime armi nel settore mettono spesso in dubbio che il requisito di ±0,03 mm sia troppo severo: "Possiamo allentare il processo a ±0,05 mm? Questo ridurrebbe il tasso di difetti e prolungherebbe la vita utile della matrice."
Dal punto di vista del controllo qualità in fabbrica, facciamo un calcolo ingegneristico. Supponiamo che l'altezza di crimpatura standard per un terminale elettronico ad alta precisione sia impostata a 1,20 mm:
Se la tolleranza viene allentata a ±0,05 mm, l'intervallo di fluttuazione dell'altezza reale sulla linea di produzione si sposterà a 1,15 mm – 1,25 mm.
Per i connettori moderni miniaturizzati e ad alta densità, questa deviazione di 0,05 mm, apparentemente insignificante, proiettata sulla curva del "rapporto di compressione del conduttore", è sufficiente per far cadere lo stato di crimpatura direttamente fuori dalla finestra di processo sicura del 15%-30%.
In altre parole, una volta che la deviazione supera 0,05 mm, il punto di crimpatura dovrà inevitabilmente affrontare **"una pseudo-connessione interna allentata (sotto-compressione)"** o **"danni fisici all'anima in rame (sovra-compressione)"**. Pertanto, mantenere il limite di ±0,03 mm non è affatto un requisito di processo eccessivamente impegnativo, ma un limite di tolleranza che gli ingegneri delle grandi fabbriche devono bloccare per garantire che il rapporto di compressione di ogni cablaggio rientri saldamente nella zona di sicurezza.
IV. I "Tre disastri a livello di sistema" causati dalla deviazione dell'altezza di crimpatura
Se questo limite di ±0,03 mm non può essere mantenuto nella produzione di massa su larga scala, le apparecchiature consegnate ai clienti finali dovranno affrontare tre pericoli mortali:
Grave degrado delle prestazioni elettriche (resistenza di contatto amplificata in modo anomalo)
Un'altezza di crimpatura maggiore porta a spazi residui. Nei cablaggi di segnale a bassa tensione (come sensori medici, bus industriali), causerà la perdita del segnale ad alta frequenza o codici di errore nei dati; nei cablaggi di alimentazione, l'aumento anomalo della temperatura causato dall'alta impedenza è una delle cause principali del blocco delle apparecchiature e della fuga termica.Collasso della resistenza meccanica (forza di trazione non a norma)
Un'altezza maggiore impedisce alle alette del terminale di avvolgere e bloccare completamente il filo. Sotto i movimenti ad alta frequenza di robot industriali, trascinamento di attrezzature o strade accidentate per i veicoli, il filo è estremamente incline a essere strappato dal manicotto del terminale, portando a interruzioni di corrente istantanee o guasti dei moduli centrali.Esaurimento dell'affidabilità a lungo termine (frattura per fatica nascosta)
Questo è il "killer invisibile" più fastidioso nel servizio post-vendita. Se l'altezza di crimpatura è troppo piccola (eccesso di stampaggio), l'anima in rame subisce "lesioni interne". Tali prodotti difettosi possono spesso superare i test di continuità e di trazione standard in fabbrica senza problemi, ma dopo 1-2 anni di funzionamento continuo, il filo di rame danneggiato espande continuamente le sue micro-crepe sotto costanti micro-vibrazioni ad alta frequenza, portando infine a una paralisi completa da circuito aperto.
V. Il fossato dei produttori di cablaggi di fascia alta: "Il sistema di verifica tridimensionale"
In qualità di produttore professionale di cablaggi di alta qualità, la qualità che promettiamo ai nostri clienti non rimane mai solo sulla carta. Le fabbriche veramente mature comprendono profondamente che: Affidarsi esclusivamente a un micrometro per misurare l'altezza di crimpatura non è affatto sufficiente. Un'eccellente crimpatura del terminale è l'output completo di molteplici variabili di processo, tra cui la corrispondenza dei materiali del terminale, l'analisi della struttura del filo, la precisione della macchina spelafili automatizzata e la gestione delle lame della matrice di crimpatura.
Per garantire resa e affidabilità, le principali aziende del settore hanno stabilito un rigoroso **"Sistema di Verifica Tridimensionale della Qualità di Crimpatura"**:
Misurazione dell'altezza e della larghezza di crimpatura (Monitoraggio SPC online): La linea di produzione è dotata di micrometri digitali di precisione e di monitor di forza di crimpatura (CFM) con funzioni statistiche automatiche CPK per ottenere controlli a campione ad alta frequenza e controllo statistico del processo durante la produzione, prevenendo deviazioni sistematiche.
Test della forza di trazione dei terminali (Verifica meccanica distruttiva): Si utilizzano macchine per prove di trazione di alta precisione per lo stiramento fisico distruttivo al fine di verificare visivamente se la forza di presa meccanica della connessione metallica superi i requisiti del limite superiore previsti da IPC o dagli standard dei clienti.
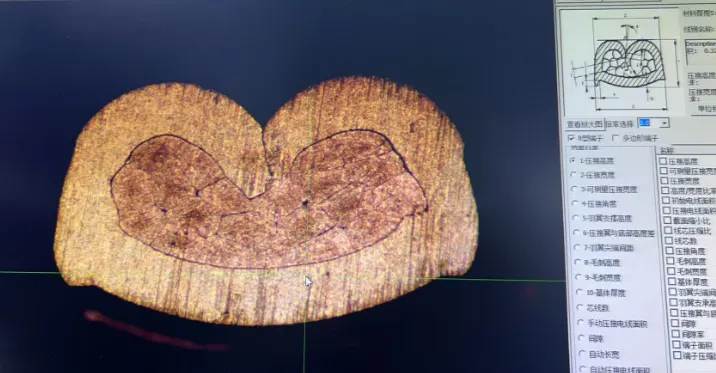
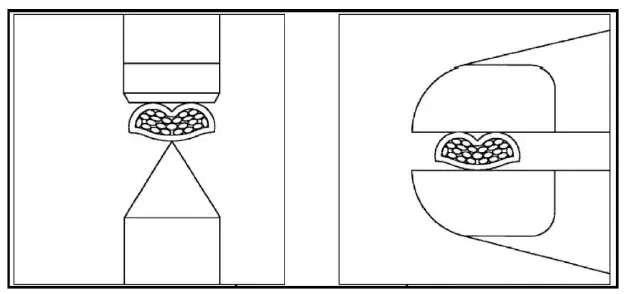
Analisi metallografica della sezione trasversale (Il criterio di qualità definitivo): Questo è un elemento di verifica fondamentale che i revisori della qualità dei principali clienti devono verificare. Incorporando il terminale crimpato nella resina, tagliandolo con precisione, lucidandolo e attaccandolo con acido, viene posto sotto un microscopio metallografico e ingrandito (50x-200x) per analizzare visivamente la **"densità di compressione del conduttore"** e la **"morfologia dell'avvolgimento del terminale (simmetria, bave sulla superficie di supporto, interferenza inferiore)"**. Nel campo della produzione di cablaggi di fascia alta, i dati metallografici della sezione trasversale sono la verità assoluta che non mente mai.
VI. L'affidabilità del sistema dipende essenzialmente dall'affidabilità della crimpatura del cablaggio
Gli estranei spesso credono erroneamente che la lavorazione dei cablaggi sia un assemblaggio "ad alta intensità di manodopera" senza barriere tecniche, presumendo che finché si acquistano le macchine crimpatrici completamente automatiche più costose, si produrranno naturalmente prodotti qualificati.
Ma agli occhi degli esperti senior di processo, una qualità di produzione di prim'ordine si basa sulla profonda comprensione da parte del team del processo sottostante: è la rigorosa gestione a livello micrometrico dell'usura delle lame della matrice di crimpatura, la ricerca estrema della precisione della macchina automatica di taglio e spelatura, e la revisione a ciclo chiuso dei dati giornalieri dell'analisi trasversale.
Non sottovalutare mai questo minuscolo ±0,03 mm. All'interno di un dispositivo di precisione di fascia alta (che si tratti di un'auto intelligente, di una macchina per risonanza magnetica o di un robot industriale a 6 assi), ci sono centinaia o migliaia di punti di crimpatura dei terminali intrecciati. Se anche un solo punto fallisce perché esce dalla tolleranza, il chip principale più potente e la struttura meccanica più precisa potrebbero essere istantaneamente completamente paralizzati a causa di una perdita di potenza o di segnale.
Rispettare gli standard industriali e attenersi alla tolleranza di crimpatura di ±0,03 mm non è solo la linea base di processo per le principali aziende di produzione di cablaggi di fascia alta, ma anche il fondamento professionale dell'impegno di ogni ingegnere di cablaggi per l'affidabilità del prodotto.




