In der Elektronikfertigung und Kabelbaumverarbeitungsindustrie gibt es, unabhängig davon, ob man sich auf den weltweit anerkannten IPC/WHMA-A-620-Standard (Anforderungen und Abnahmekriterien für Kabel- und Kabelbaum-Baugruppen), den USCAR-21-Standard bezieht oder den "Kontrollplan" (Control Plan) eines Top-Kunden (einschließlich industrieller Steuerungsgeräte, medizinischer Geräte und Automobil-OEMs) öffnet, einen Kernparameter, den jeder Kabelbaum-Prozessingenieur strikt einhalten muss: die Toleranz der Crimphöhe des Terminals (Crimp Height), die typischerweise fest bei ±0,03 mm arretiert ist.
Wenn Sie in einer Kabelbaumwerkstatt einen Produktionstechniker zufällig fragen: "Warum muss die Toleranz ±0,03 mm betragen?"
Die Antwort, die Sie erhalten, lautet oft "Regelung des Industriestandards", "Spezifikation des Originalherstellers des Terminals (wie TE, Molex usw.)" oder "Erfahrungswert aus jahrelanger Massenproduktion".
Aber als führender Hersteller, der seit vielen Jahren tief in der Präzisionskabelbaumverarbeitung engagiert ist, weiß unser erfahrenes Prozess-F&E-Team genau: Extreme Toleranzen in der industriellen Fertigung werden niemals willkürlich festgelegt; dahinter verbergen sich äußerst strenge Prinzipien der Materialmechanik und Metallurgie. Nur wer diese zugrunde liegende Logik wirklich versteht, kann auf automatisierten Produktionslinien eine absolute Ehrfurcht vor der Qualität des Terminalcrimpens etablieren.
I. Terminalcrimpen ist kein "mechanisches Klemmen", sondern "Kaltpressschweißung"
Im Unterbewusstsein vieler Laien ist das Terminalcrimpen (Terminal Crimping) lediglich das "physische Einklemmen" des Kupferdrahtes mit einem Metallterminal. Dies ist ein großes kognitives Missverständnis in der Kabelbaumfertigungsindustrie.
Das wahre, ultimative technische Ziel des Terminalcrimpens ist es, einen Verbindungszustand auf metallurgischer Ebene zu erreichen: die Kaltpressschweißung (Cold Welding).
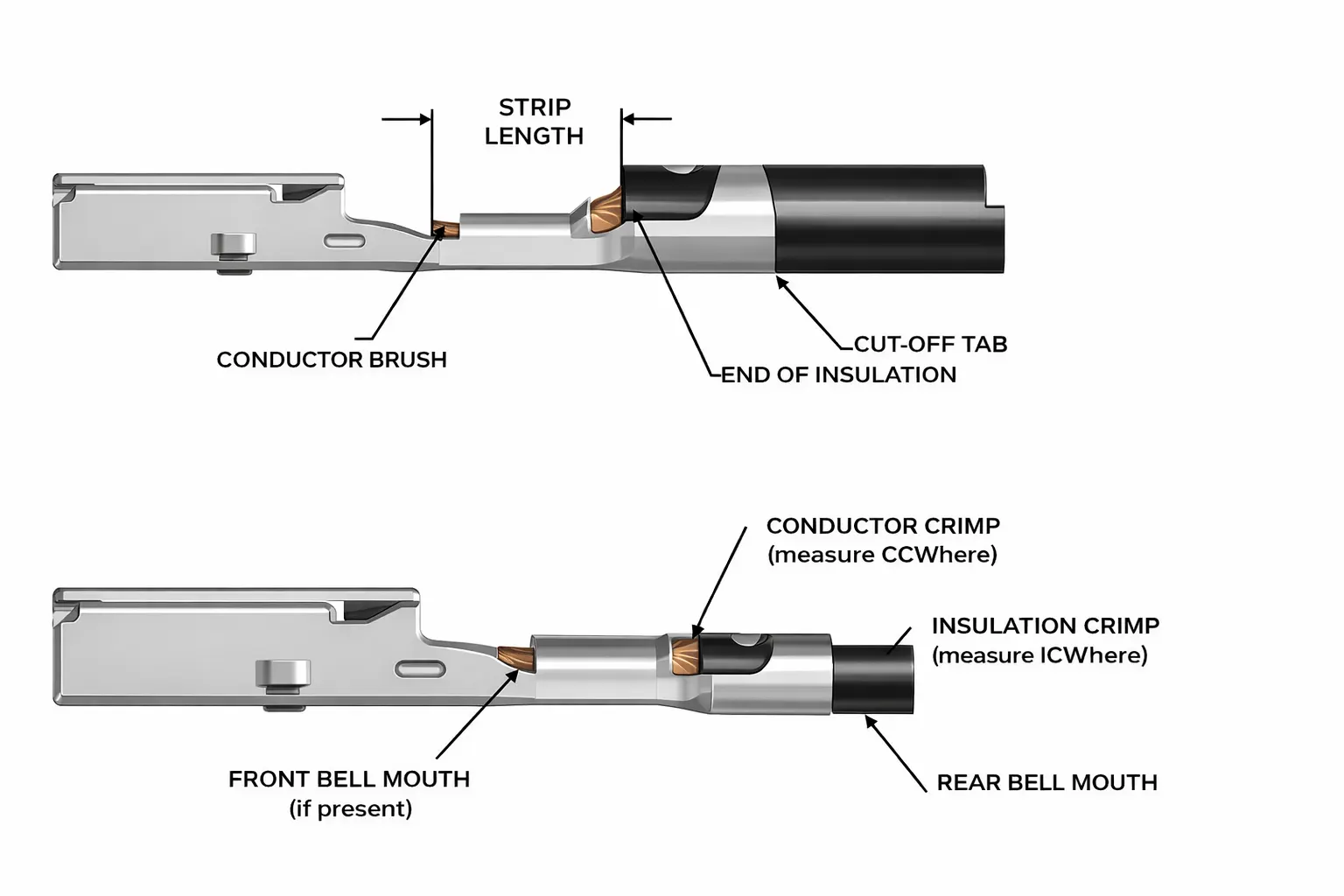
Im Millisekunden-Moment des Stanzens durch eine Hochgeschwindigkeits-Crimpmaschine muss der perfekte Crimppunkt die folgenden physikalischen und chemischen Veränderungen durchlaufen:
Mechanische Kompression: Der Kupferleiter wird durch die Klingen des Crimpwerkzeugs einer intensiven mechanischen Kompression ausgesetzt.
Aufbrechen der Oxidschicht: Die Metalloxidschichten auf der Oberfläche von Draht und Terminal werden während starker Reibung und Extrusion vollständig zerstört.
Plastische Verformung: Der Kupferkern und die Innenwand des Metallterminals erfahren eine tiefe plastische Verformung.
Bindung auf molekularer Ebene: Der Leiter und das Terminal fügen sich auf der atomaren Ebene des Metalls eng zusammen und bilden eine nahtlose Kontaktgrenzfläche aus reinem Metall.
Unter einem metallografischen Mikroskop für Crimpquerschnitte verschmilzt dieser Verbindungszustand fast zu einem Ganzen. Nur wenn die "Kaltpressschweißung" vollständig erreicht wird, kann das gecrimpte Terminal gleichzeitig die beiden Hauptanforderungen industrieller Anwendungen erfüllen: extrem niedriger Kontaktwiderstand (hervorragende elektrische Leistung). Um dieses extrem empfindliche Prozessgleichgewicht aufrechtzuerhalten, muss das Maß der Leiterkompression sehr genau kontrolliert werden.
II. Der Kern der Kontrolle der Crimphöhe ist der "Kompressionsgrad des Leiters"
In schlanken (lean) Fertigungsprozessen für Kabelbäume ist die Crimphöhe keineswegs ein isolierter geometrischer Maßparameter; sie reguliert im Wesentlichen die Kernvariable — den Kompressionsgrad des Leiters (Compression Ratio).
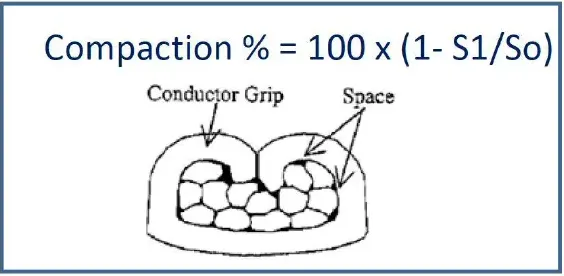
Gemäß maßgeblichen Definitionen von Industriestandards und der Überprüfung umfangreicher experimenteller Daten aus der Massenproduktion muss für einen idealen Crimpzustand des Terminals der Kompressionsgrad des Leiters streng auf ein enges Prozessfenster von 15 % – 30 % begrenzt werden (der in der Industrie anerkannte optimale Startpunkt liegt normalerweise zwischen 15 % und 20 %).
Bei Unterkompression (Kompressionsgrad < 15 %): Der Kupferdraht ist nicht vollständig verdichtet, sodass Luftspalte im Inneren des Kabelbaums verbleiben. Dies führt zu einer drastischen Verringerung der tatsächlichen leitenden Kontaktfläche und zu einem sprunghaften Anstieg des Kontaktwiderstands. Unter den Bedingungen von Hochleistungs-Energiespeichern, Hochspannungsgeräten oder industriellen Schwerlaststeuerungen bildet dies leicht eine fatale "Wärmequelle", die zu einer Ablation der Terminals oder sogar zu Gerätebränden führt.
Bei Überkompression (Kompressionsgrad > 30 %): Es kommt zu einer zerstörerischen übermäßigen Verformung zwischen dem Terminal und dem Kupferdraht. Die Querschnittsfläche des Kupferkerns wird stark beschädigt, was zu Spannungskonzentrationen führt. In einer Vibrationsumgebung während des Langzeitbetriebs von Geräten führt dies leicht zu Ermüdungsbrüchen des Metalls.
III. Warum ist eine Lockerung auf ±0,05 mm absolut inakzeptabel?
Ingenieure, die neu in der Kabelbaumverarbeitungsindustrie sind, fragen oft, ob die Anforderung von ±0,03 mm zu streng ist: "Können wir den Prozess auf ±0,05 mm lockern? Dadurch würde die Fehlerquote sinken und die Lebensdauer der Werkzeuge verlängert."
Lassen Sie uns aus der Perspektive der Qualitätskontrolle in einer Kabelbaumfabrik eine technische Berechnung durchführen. Angenommen, die Standard-Crimphöhe für ein hochpräzises elektronisches Terminal ist auf 1,20 mm festgelegt:
Wenn die Toleranz auf ±0,05 mm gelockert wird, verschiebt sich der tatsächliche Schwankungsbereich der Höhe in der Produktionslinie auf 1,15 mm – 1,25 mm.
Für miniaturisierte, hochdichte moderne Steckverbinder reicht diese scheinbar unbedeutende Abweichung von 0,05 mm, projiziert auf die Kurve des "Kompressionsgrades des Leiters", aus, um den Crimpzustand direkt aus dem sicheren Prozessfenster von 15 % - 30 % fallen zu lassen.
Mit anderen Worten, sobald die Abweichung 0,05 mm überschreitet, sieht sich der Crimppunkt unweigerlich entweder **"einer lockeren internen Pseudoverbindung (Unterkompression)"** oder **"physischen Schäden am Kupferkern (Überkompression)"** ausgesetzt. Daher ist die Einhaltung der Basislinie von ±0,03 mm keineswegs eine übermäßig anspruchsvolle Prozessanforderung, sondern eine Toleranzgrenze, die Ingenieure in großen Fabriken festschreiben müssen, um sicherzustellen, dass der Kompressionsgrad jedes Kabelbaums sicher in die sichere Zone fällt.
IV. Die "Drei Systemkatastrophen", verursacht durch Abweichungen der Crimphöhe
Wenn diese Basislinie von ±0,03 mm in der groß angelegten Massenproduktion nicht aufrechterhalten werden kann, sind die an die Endkunden gelieferten Geräte drei tödlichen versteckten Gefahren ausgesetzt:
Schwerwiegende Verschlechterung der elektrischen Leistung (abnormal verstärkter Kontaktwiderstand)
Eine größere Crimphöhe führt zu verbleibenden Lücken. Bei Niederspannungs-Signalkabelbäumen (wie medizinischen Sensoren, industriellen Bussen) verursacht dies den Verlust hochfrequenter Signale oder Datenfehlercodes; bei Leistungskabelbäumen ist der durch hohe Impedanz verursachte abnormale Temperaturanstieg eine Hauptursache für Geräteausfälle und thermisches Durchgehen (Thermal Runaway).Zusammenbruch der mechanischen Festigkeit (Zugkraft nicht normgerecht)
Eine größere Höhe verhindert, dass die Flügel des Terminals den Draht vollständig umschließen und verriegeln. Unter den Bedingungen hochfrequenter Bewegungen von Industrierobotern, dem Ziehen von Geräten oder holprigen Straßenverhältnissen für Fahrzeuge ist der Draht extrem anfällig dafür, direkt aus der Terminalhülse gerissen zu werden, was zu sofortigen Stromausfällen oder Ausfällen von Kernmodulen führt.Verlust der langfristigen Zuverlässigkeit (versteckter Ermüdungsbruch)
Dies ist der problematischste "unsichtbare Killer" im Kundendienst. Wenn die Crimphöhe zu gering ist (Überprägung), erleidet der Kupferkern "innere Verletzungen". Solche fehlerhaften Produkte können werksseitige Standard-Durchgangs- und Zugtests oft problemlos bestehen, aber nach 1-2 Jahren kontinuierlichem Gerätebetrieb erweitert der beschädigte Kupferdraht unter ständigen hochfrequenten Mikrovibrationen kontinuierlich seine Mikrorisse, was schließlich zu einer vollständigen Lähmung durch Unterbrechung des Stromkreises führt.
V. Der Burggraben der Hersteller von High-End-Kabelbäumen: "Dreidimensionales Verifikationssystem"
Als professioneller Hersteller von hochwertigen Kabelbäumen bleibt die Qualität, die wir unseren Kunden versprechen, niemals nur auf dem Papier. Wirklich ausgereifte Fabriken für kundenspezifische Kabelbäume wissen ganz genau: Sich ausschließlich auf eine Mikrometerschraube zur Messung der Crimphöhe zu verlassen, reicht bei weitem nicht aus. Ein exzellentes Terminalcrimpen ist das umfassende Ergebnis mehrerer Prozessvariablen, einschließlich der Abstimmung des Terminalmaterials, der Analyse der Drahtstruktur, der Genauigkeit der automatisierten Abisolierung und der Verwaltung der Klingen des Crimpwerkzeugs.
Um die Ausbeute und Zuverlässigkeit sicherzustellen, haben Top-Unternehmen der Branche ein strenges **"Dreidimensionales Verifikationssystem für die Crimpqualität"** etabliert:
Messung von Crimphöhe und -breite (Online-SPC-Überwachung): Die Produktionslinie ist umfassend mit digitalen Präzisionsmikrometern und Crimp Force Monitoren (CFM) ausgestattet, die über automatische statistische CPK-Funktionen verfügen, um während der Produktion hochfrequente Stichprobenprüfungen und statistische Prozesskontrollen durchzuführen und systematische Abweichungen zu verhindern.
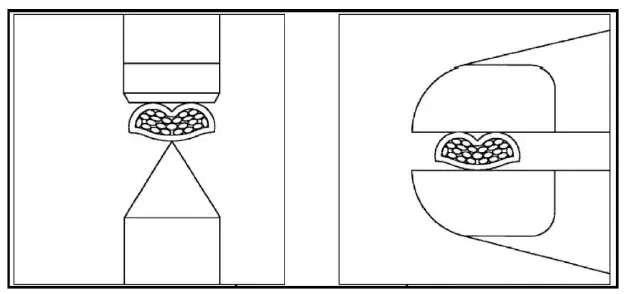
Test der Terminalzugkraft (Zerstörende mechanische Verifikation): Hochpräzise Zugprüfmaschinen werden für die zerstörende physikalische Dehnung verwendet, um visuell zu überprüfen, ob die mechanische Beißkraft der Metallverbindung die Anforderungen der Obergrenze des IPC oder der Kundenstandards übertrifft.
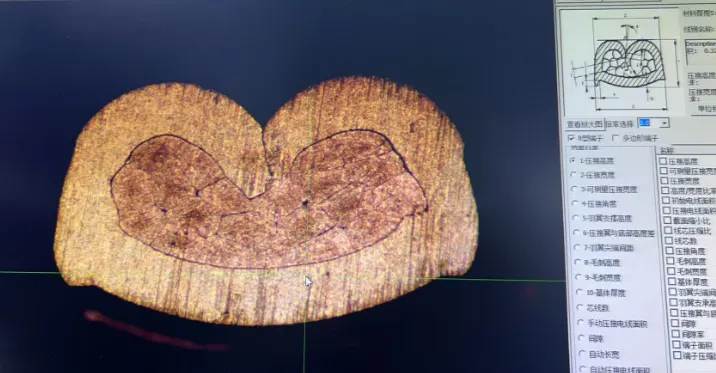
Metallografische Querschnittsanalyse (Das ultimative Qualitätskriterium): Dies ist ein zentrales Verifikationselement, das leitende Qualitätsprüfer von großen Top-Kunden überprüfen müssen. Indem das gecrimpte Terminal in Harz eingebettet, präzise geschnitten, poliert und säuregeätzt wird, wird es unter ein metallografisches Mikroskop gelegt und vergrößert (50x-200x), um die innere **"Kompressionsdichte des Leiters"** und die **"Morphologie der Terminalrolle (Symmetrie, Grate auf der Stützfläche, Beeinträchtigung durch das Durchschlagen nach unten)"** visuell zu analysieren. Im Bereich der Herstellung von High-End-Kabelbäumen sind metallografische Querschnittsdaten die absolute Wahrheit, die niemals lügt.
VI. Die Systemzuverlässigkeit von Geräten hängt im Wesentlichen von der Zuverlässigkeit der Kabelbaumcrimpung ab
Außenstehende glauben oft fälschlicherweise, dass die Kabelbaumverarbeitung eine "arbeitsintensive" Montage ohne technische Barrieren ist, und gehen davon aus, dass qualifizierte Produkte automatisch produziert werden, solange die teuersten vollautomatischen Crimpmaschinen gekauft werden.
Aber in den Augen erfahrener Kabelbaum-Prozessexperten baut eine erstklassige Fertigungsqualität auf den tiefen Einblicken des Teams in den zugrunde liegenden Prozess auf: Es ist das rigorose Management des Verschleißes der Klingen des Crimpwerkzeugs auf Mikrometerebene, das ultimative Streben nach Präzision beim vollautomatischen Drahtschneiden und Abisolieren und die Closed-Loop-Überprüfung der täglichen Daten der Querschnittsanalyse.
Unterschätzen Sie niemals diese winzigen ±0,03 mm. Im Inneren eines hochpräzisen Geräts (sei es ein Smart Car, ein MRT-Gerät oder ein 6-Achsen-Industrieroboter) sind Hunderte oder Tausende von Terminal-Crimppunkten miteinander verflochten. Wenn auch nur ein einziger Punkt ausfällt, weil er außerhalb der Toleranz liegt, können der leistungsstärkste Master-Chip und die präziseste mechanische Struktur aufgrund eines Stromausfalls oder Signalfehlers sofort vollständig lahmgelegt werden.
Industriestandards zu respektieren und an der Crimptoleranz von ±0,03 mm festzuhalten, ist nicht nur die prozessuale Basis für führende Unternehmen in der High-End-Kabelbaumfertigung, sondern auch das professionelle Fundament des Engagements jedes Kabelbauingenieurs für die Zuverlässigkeit des Produkts.




