En la industria de fabricación de productos electrónicos y procesamiento de arneses de cables, ya sea consultando el estándar internacional IPC/WHMA-A-620 (Requisitos y Aceptación para Ensambles de Cables y Arneses), el estándar USCAR-21, o abriendo el "Plan de Control" de cualquier cliente de primer nivel (cubriendo equipos de control industrial, dispositivos médicos y fabricantes de automóviles), existe un parámetro central que todo ingeniero de procesos de arneses debe defender a toda costa: la tolerancia de la altura de engarzado del terminal (Crimp Height), que generalmente se bloquea en ±0.03 mm.
Si preguntas al azar a un técnico en el taller de procesamiento de arneses: "¿Por qué la tolerancia debe ser ±0.03 mm?"
La respuesta suele ser "normas de la industria", "especificaciones del fabricante original (como TE, Molex, etc.)" o "valores empíricos de años de producción en masa".
Pero como gran fabricante líder profundamente involucrado en el procesamiento de arneses de precisión durante muchos años, nuestro experimentado equipo de I+D de procesos sabe bien: las tolerancias extremas en la fabricación industrial no se deciden por capricho; ocultan principios extremadamente rigurosos de mecánica de materiales y metalurgia. Solo al comprender verdaderamente esta lógica subyacente se puede establecer una reverencia absoluta por la calidad del engarzado de terminales en las líneas de producción automatizadas.
I. El engarzado de terminales no es una "sujeción mecánica", sino una "soldadura en frío"
En el subconsciente de muchos no profesionales, el engarzado de terminales (Terminal Crimping) es simplemente "pellizcar físicamente" el cable de cobre con un terminal de metal. Este es un gran error cognitivo en la industria de procesamiento de arneses de cables.
El verdadero objetivo final de ingeniería del engarzado de terminales es lograr un estado de conexión a nivel metalúrgico: soldadura en frío (Cold Welding).
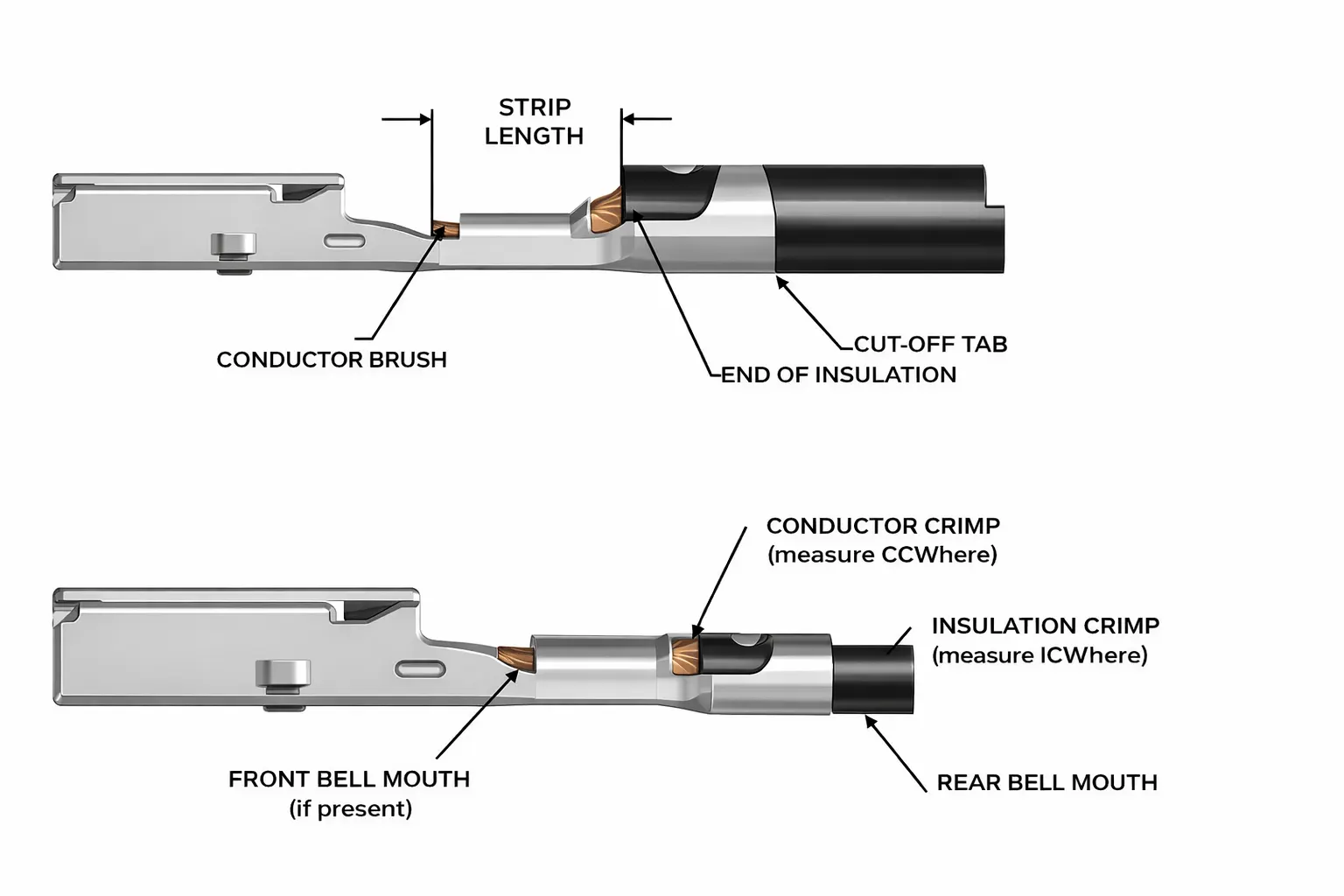
En el instante de milisegundos del punzonado por la máquina de engarzado de alta velocidad, el punto de engarzado perfecto debe sufrir los siguientes cambios físicos y químicos:
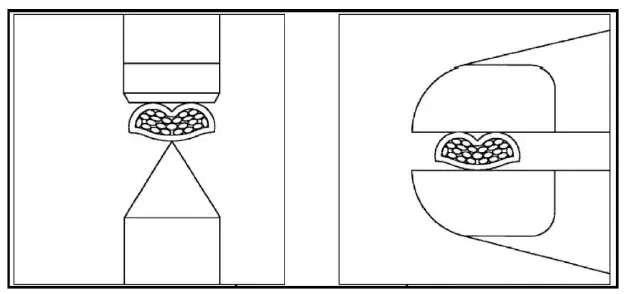
Compresión mecánica: El conductor de cobre se somete a una intensa compresión mecánica por parte de las cuchillas del troquel de engarzado.
Destrucción de la capa de óxido: Las capas de óxido metálico en la superficie del cable y el terminal se destruyen por completo durante la severa fricción y extrusión.
Deformación plástica: El núcleo de cobre y la pared interna del terminal metálico sufren una profunda deformación plástica.
Unión a nivel molecular: El conductor y el terminal encajan firmemente a nivel atómico metálico, formando una interfaz de contacto de metal puro sin costuras.
Bajo un microscopio metalográfico de sección transversal de engarzado, este estado de conexión casi se fusiona en uno solo. Solo logrando completamente la "soldadura en frío" puede el terminal engarzado cumplir simultáneamente con las dos demandas principales de las aplicaciones industriales: resistencia de contacto extremadamente baja (excelente rendimiento eléctrico). Para mantener este equilibrio de proceso extremadamente frágil, la cantidad de compresión del conductor debe controlarse con gran precisión.
II. La esencia del control de la altura de engarzado es la "Relación de Compresión del Conductor"
En los procesos ajustados de fabricación de arneses de cables, la altura de engarzado no es en absoluto un parámetro de dimensión geométrica aislado; regula esencialmente la variable central: Relación de compresión del conductor (Compression Ratio).
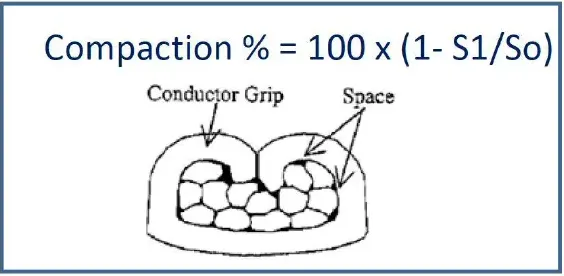
Según las definiciones de las normas autorizadas de la industria y la verificación masiva de datos experimentales de producción, para un estado de engarzado de terminal ideal, la relación de compresión de su conductor debe limitarse estrictamente dentro de una estrecha ventana de proceso del 15% al 30% (el punto de partida óptimo reconocido por la industria suele estar entre el 15% y el 20%).
Cuando la compresión es insuficiente (relación de compresión < 15%): El cable de cobre no está completamente compactado, dejando huecos de aire residuales dentro del arnés. Esto hace que el área de contacto conductor real disminuya drásticamente y la resistencia de contacto se dispare. En condiciones de almacenamiento de energía de alta potencia, equipos de alto voltaje o control industrial de carga pesada, es muy fácil que se forme una "fuente de calor" fatal, provocando la ablación del terminal o incluso incendios en el equipo.
Cuando la compresión es excesiva (relación de compresión > 30%): Se produce una deformación excesiva y destructiva entre el terminal y el cable de cobre. El área de la sección transversal del núcleo de cobre se daña gravemente, creando concentración de tensiones. En un entorno de vibración durante el funcionamiento prolongado del equipo, es muy probable que induzca una fractura por fatiga del metal.
III. ¿Por qué es absolutamente inaceptable relajar la tolerancia a ±0.05 mm?
Los ingenieros recién llegados a la industria de procesamiento de arneses a menudo cuestionan si el requisito de ±0.03 mm es demasiado estricto: "¿Podemos relajar el proceso a ±0.05 mm? Así la tasa de defectos sería menor y la vida útil del troquel sería más larga."
Desde la perspectiva del control de calidad en una fábrica de arneses, hagamos un cálculo de ingeniería. Supongamos que la altura de engarzado estándar para un terminal electrónico de alta precisión se establece en 1.20 mm:
Si la tolerancia se relaja a ±0.05 mm, el rango real de fluctuación de la altura en la línea de producción se desviará a 1.15 mm – 1.25 mm.
Para los conectores modernos miniaturizados y de alta densidad, esta desviación de 0.05 mm, aparentemente insignificante, proyectada en la curva de "relación de compresión del conductor", es suficiente para hacer que el estado de engarzado caiga directamente fuera de la ventana de proceso seguro del 15% al 30%.
En otras palabras, una vez que la desviación supera los 0.05 mm, el punto de engarzado se enfrentará inevitablemente a **"una pseudoconexión interna suelta (compresión insuficiente)"** o **"daños físicos en el núcleo de cobre (compresión excesiva)"**. Por lo tanto, mantener la línea base de ±0.03 mm no es un requisito de proceso excesivamente exigente, sino un límite de tolerancia que los ingenieros de las grandes fábricas deben bloquear para garantizar que la relación de compresión de cada arnés de cables caiga de manera segura dentro de la zona segura.
IV. Los "Tres Desastres a Nivel de Sistema" Causados por la Desviación de la Altura de Engarzado
Si no se puede mantener esta línea base de ±0.03 mm en la producción en masa a gran escala, los equipos entregados a los clientes finales enfrentarán tres peligros ocultos fatales:
Severa degradación del rendimiento eléctrico (resistencia de contacto anormalmente amplificada)
Una altura de engarzado mayor conduce a huecos residuales. En arneses de señales de bajo voltaje (como sensores médicos, buses industriales), provocará pérdida de señales de alta frecuencia o códigos de error en los datos; en arneses de potencia, el aumento anormal de temperatura provocado por la alta impedancia es una de las principales causas de inactividad del equipo y de fuga térmica.Colapso de la fuerza mecánica (fuerza de tracción no conforme a las normas)
Una altura mayor evita que las aletas del terminal envuelvan y bloqueen completamente el cable. En condiciones de movimientos de alta frecuencia de robots industriales, arrastre de equipos o carreteras en mal estado para vehículos, el cable es extremadamente propenso a ser arrancado violentamente de la funda del terminal, lo que provoca cortes de energía instantáneos o fallos en los módulos principales.Sobregiro de la fiabilidad a largo plazo (fractura por fatiga oculta)
Este es el "asesino invisible" más problemático en el servicio posventa. Si la altura de engarzado es demasiado pequeña (sobreestampado), el núcleo de cobre sufre "lesiones internas". Estos productos defectuosos a menudo pueden pasar sin problemas las pruebas de continuidad y tracción de fábrica, pero después de 1 a 2 años de funcionamiento continuo del equipo, el cable de cobre dañado expande continuamente sus microfisuras bajo microvibraciones constantes de alta frecuencia, lo que eventualmente conduce a una parálisis total por circuito abierto.
V. El foso de los fabricantes de arneses de cables de alta gama: "Sistema de Verificación Tridimensional"
Como fabricante profesional de arneses de cables de alta calidad, la calidad que prometemos a nuestros clientes nunca se queda solo en el papel. Las fábricas de arneses de cables personalizados verdaderamente maduras comprenden profundamente: Depender únicamente de un micrómetro para medir la altura de engarzado no es en absoluto suficiente. Un excelente engarzado de terminales es el resultado integral de múltiples variables de proceso, que incluyen la coincidencia de los materiales de los terminales, el análisis de la estructura del cable, la precisión del pelado automatizado y la gestión de las cuchillas del troquel de engarzado.
Para garantizar el rendimiento y la confiabilidad, las principales empresas de arneses de cables de la industria han establecido un estricto **"Sistema de Verificación Tridimensional de Calidad de Engarzado"**:
Medición de altura y ancho de engarzado (Monitoreo SPC en línea): La línea de producción está completamente equipada con micrómetros digitales de precisión y Monitores de Fuerza de Engarzado (CFM) que cuentan con funciones estadísticas automáticas CPK para lograr controles aleatorios de alta frecuencia y control estadístico de procesos durante la producción, previniendo desviaciones sistemáticas.
Prueba de fuerza de tracción de terminales (Verificación mecánica destructiva): Se utilizan máquinas de prueba de tracción de alta precisión para estiramiento físico destructivo con el fin de verificar visualmente si la fuerza de mordida mecánica de la conexión metálica excede los requisitos del límite superior del IPC o de las normas del cliente.
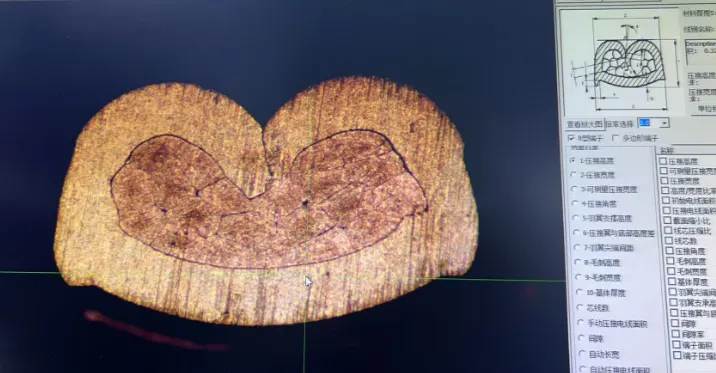
Análisis metalográfico de sección transversal (El criterio de calidad definitivo): Este es un elemento de verificación fundamental que los auditores de calidad superiores de los principales clientes deben comprobar. Al incrustar el terminal engarzado en resina, cortarlo con precisión, pulirlo y someterlo a ataque ácido, se coloca bajo un microscopio metalográfico y se amplía (50x-200x) para analizar visualmente la **"densidad de compresión del conductor"** y la **"morfología del enrollado del terminal (simetría, rebabas en la superficie de soporte, interferencia en la parte inferior)"**. En el campo de la fabricación de arneses de cables de alta gama, los datos metalográficos de la sección transversal son la verdad absoluta que nunca miente.
VI. La confiabilidad del sistema del equipo depende esencialmente de la confiabilidad del engarzado del arnés de cables
Los forasteros a menudo creen erróneamente que el procesamiento de arneses de cables es un ensamblaje "intensivo en mano de obra" sin barreras técnicas, asumiendo que siempre que se compren las máquinas de engarzado completamente automáticas más caras, los productos calificados se producirán de forma natural.
Pero a los ojos de los expertos en procesos de arneses de cables, la calidad de fabricación de primera clase se basa en la profunda comprensión del equipo sobre el proceso subyacente: es la rigurosa gestión a nivel micrométrico del desgaste de las cuchillas del troquel de engarzado, la búsqueda definitiva de la precisión del corte y pelado de cables completamente automático, y la revisión en circuito cerrado de los datos diarios del análisis de la sección transversal.
Nunca subestime este diminuto ±0.03 mm. Dentro de un dispositivo de precisión de alta gama (ya sea un automóvil inteligente, una máquina de resonancia magnética o un robot industrial de 6 ejes), hay cientos o miles de puntos de engarzado de terminales entrelazados. Si tan solo un solo punto falla debido a que se sale de la tolerancia, el chip maestro más potente y la estructura mecánica más precisa podrían paralizarse por completo al instante debido a una pérdida de energía o un fallo de señal.
Reverenciar los estándares industriales y apegarse a la tolerancia de engarzado de ±0.03 mm no solo es la base del proceso para las empresas líderes en la fabricación de arneses de cables de alta gama, sino también el fundamento profesional del compromiso de cada ingeniero de arneses de cables con la confiabilidad del producto.




