В индустрии производства электроники и обработки жгутов проводов, независимо от того, обращаетесь ли вы к всемирно признанному стандарту IPC/WHMA-A-620 (Требования и приемка для кабельных и жгутовых сборок), стандарту USCAR-21, или открываете «План управления» (Control Plan) любого крупного клиента (включая производителей промышленного оборудования, медицинских приборов и автомобильных OEM), существует один основной параметр, который каждый инженер-технолог по жгутам проводов должен строго защищать: допуск на высоту обжима клемм (Crimp Height), который обычно жестко зафиксирован на уровне ±0,03 мм.
Если вы случайно спросите производственного технолога в цехе по производству жгутов проводов: «Почему допуск должен быть ±0,03 мм?»
Ответом часто будет: «требования отраслевых стандартов», «спецификации оригинального производителя клемм (например, TE, Molex и т. д.)» или «эмпирическое значение, полученное за годы массового производства».
Но как ведущий производитель жгутов проводов на заказ, глубоко вовлеченный в прецизионную обработку жгутов на протяжении многих лет, наша опытная команда разработчиков техпроцессов прекрасно знает: экстремальные допуски в промышленном производстве никогда не устанавливаются произвольно; за ними скрываются чрезвычайно строгие принципы механики материалов и металлургии. Только истинное понимание этой базовой логики позволяет сформировать абсолютное уважение к качеству обжима клемм на автоматизированных производственных линиях.
I. Обжим клемм — это не «механический зажим», а «холодная сварка»
В подсознании многих непрофессионалов обжим клемм (Terminal Crimping) — это просто «физическое зажатие» медного провода металлической клеммой. Это серьезное когнитивное заблуждение в отрасли производства жгутов проводов.
Истинная и конечная инженерная цель обжима клемм — достичь состояния соединения на металлургическом уровне: холодной сварки (Cold Welding).
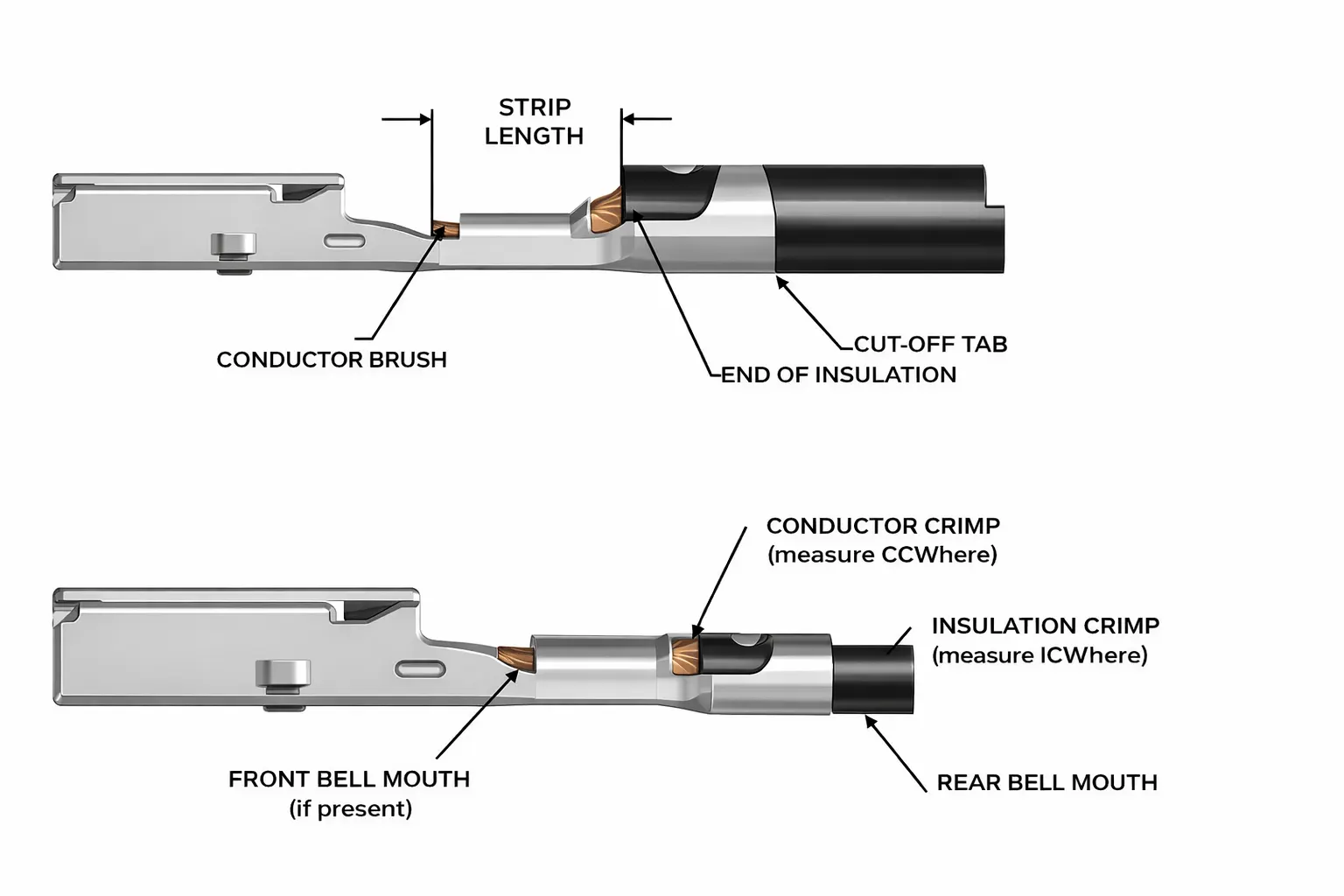
В течение миллисекунды удара высокоскоростного обжимного пресса идеальная точка обжима должна претерпеть следующие физические и химические изменения:
Механическое сжатие: Медный проводник подвергается интенсивному механическому сжатию лезвиями обжимной матрицы (пуансона и наковальни).
Разрушение оксидного слоя: Слои оксидов металлов на поверхности провода и клеммы полностью разрушаются во время сильного трения и экструзии.
Пластическая деформация: Медный сердечник и внутренняя стенка металлической клеммы претерпевают глубокую пластическую деформацию.
Связь на молекулярном уровне: Проводник и клемма плотно прилегают друг к другу на атомном уровне металла, образуя бесшовную контактную поверхность из чистого металла.
Под металлографическим микроскопом для анализа поперечного сечения обжима это состояние соединения почти сливается в одно целое. Только полностью достигнув «холодной сварки», обжатая клемма может одновременно удовлетворять двум основным требованиям промышленного применения: чрезвычайно низкое контактное сопротивление (отличные электрические характеристики). Чтобы сохранить этот чрезвычайно хрупкий технологический баланс, степень сжатия проводника должна контролироваться предельно точно.
II. Суть контроля высоты обжима — это «Коэффициент сжатия проводника»
В процессах бережливого производства жгутов проводов высота обжима ни в коем случае не является изолированным параметром геометрических размеров; по сути, она регулирует основную переменную — Коэффициент сжатия проводника (Compression Ratio).
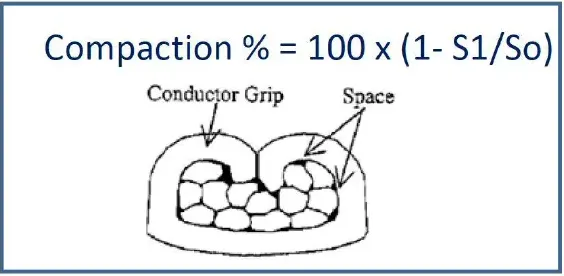
Согласно определениям авторитетных отраслевых стандартов и проверке экспериментальных данных массового производства, для идеального состояния обжима клеммы коэффициент сжатия проводника должен быть строго ограничен в узком технологическом окне от 15% до 30% (признанная в отрасли оптимальная отправная точка обычно составляет от 15% до 20%).
При недостаточном сжатии (коэффициент сжатия < 15%): Медный провод не уплотняется полностью, оставляя воздушные зазоры внутри жгута проводов. Это приводит к резкому уменьшению фактической площади проводящего контакта и резкому скачку контактного сопротивления. В условиях систем накопления энергии высокой мощности, высоковольтного оборудования или промышленных систем управления с большой нагрузкой это легко формирует фатальный «источник тепла», вызывающий оплавление клемм или даже возгорание оборудования.
При чрезмерном сжатии (коэффициент сжатия > 30%): Происходит разрушительная чрезмерная деформация между клеммой и медным проводом. Площадь поперечного сечения медного сердечника серьезно повреждается, создавая концентрацию напряжений. В условиях вибрации при длительной эксплуатации оборудования это легко приводит к усталостному разрушению металла.
III. Почему увеличение допуска до ±0,05 мм абсолютно недопустимо?
Инженеры, недавно пришедшие в индустрию производства жгутов проводов, часто задаются вопросом, не слишком ли строго требование ±0,03 мм: «Можем ли мы ослабить процесс до ±0,05 мм? Это снизит уровень брака и продлит срок службы матрицы».
С точки зрения контроля качества на заводе по производству жгутов проводов, давайте сделаем инженерный расчет. Предположим, что стандартная высота обжима для высокоточной электронной клеммы установлена на уровне 1,20 мм:
Если допуск будет увеличен до ±0,05 мм, фактический диапазон колебаний высоты на производственной линии сместится до 1,15 мм – 1,25 мм.
Для миниатюрных современных разъемов высокой плотности этого, казалось бы, незначительного отклонения в 0,05 мм, спроецированного на кривую «коэффициента сжатия проводника», достаточно, чтобы состояние обжима вышло за пределы безопасного технологического окна 15%–30%.
Другими словами, как только отклонение превысит 0,05 мм, точка обжима неизбежно столкнется либо с **«неплотным внутренним псевдосоединением (недостаточное сжатие)»** или **«физическим повреждением медного сердечника (чрезмерное сжатие)»**. Таким образом, сохранение базовой линии в ±0,03 мм ни в коем случае не является чрезмерно строгим требованием к техпроцессу, а представляет собой предел допуска, который инженеры крупных заводов должны строго зафиксировать, чтобы гарантировать, что степень сжатия каждого жгута проводов надежно попадает в безопасную зону.
IV. «Три катастрофы системного уровня», вызванные отклонением высоты обжима
Если этот базовый уровень ±0,03 мм не удастся сохранить при крупномасштабном массовом производстве, оборудование, поставляемое конечным потребителям, столкнется с тремя фатальными скрытыми опасностями:
Сильное ухудшение электрических характеристик (аномально увеличенное контактное сопротивление)
Большая высота обжима приводит к остаточным зазорам. В низковольтных сигнальных жгутах (таких как медицинские датчики, промышленные шины) это вызовет потерю высокочастотного сигнала или ошибки данных; в силовых жгутах аномальное повышение температуры, вызванное высоким сопротивлением, является основной причиной простоя оборудования и теплового пробоя.Падение механической прочности (усилие на отрыв не соответствует стандарту)
Большая высота обжима не позволяет лепесткам клеммы полностью обернуть и зафиксировать провод. В условиях высокочастотных движений промышленных роботов, перемещения оборудования или езды по ухабистым дорогам провод чрезвычайно склонен к вырыванию из хвостовика клеммы, что приводит к мгновенным отключениям электроэнергии или отказам основных модулей.Потеря долгосрочной надежности (скрытое усталостное разрушение)
Это самый проблемный «невидимый убийца» в послепродажном обслуживании. Если высота обжима слишком мала (чрезмерная запрессовка), медный сердечник получает «внутренние повреждения». Такие дефектные изделия часто могут успешно пройти стандартные заводские испытания на проводимость и отрыв, но после 1-2 лет непрерывной работы оборудования поврежденный медный провод постоянно расширяет свои микротрещины под воздействием постоянных высокочастотных микровибраций, что в конечном итоге приводит к полному обрыву цепи и отказу.
V. Конкурентное преимущество производителей высококачественных жгутов проводов: «Трехмерная система верификации»
Как профессиональный производитель высококачественных жгутов проводов на заказ, мы знаем, что качество, которое мы обещаем нашим клиентам, никогда не должно оставаться только на бумаге. По-настоящему зрелые заводы по производству кастомных кабельных сборок глубоко понимают: Полагаться исключительно на микрометр для измерения высоты обжима далеко не достаточно. Отличный обжим клеммы — это комплексный результат множества переменных процесса, включая соответствие материала клеммы, анализ структуры провода, точность автоматизированной зачистки провода и управление лезвиями обжимной матрицы.
Чтобы обеспечить высокий выход годной продукции и надежность, ведущие предприятия отрасли создали строгую **«Трехмерную систему верификации качества обжима»**:
Измерение высоты и ширины обжима (Онлайн-мониторинг SPC): Производственная линия полностью оснащена прецизионными цифровыми микрометрами и мониторами усилия обжима (CFM) с функциями автоматической статистики CPK для проведения высокочастотных выборочных проверок и статистического управления процессом во время производства, предотвращая систематические отклонения.
Тестирование усилия на отрыв клеммы (Разрушающая механическая проверка): Высокоточные машины для испытаний на растяжение используются для разрушающего физического растяжения, чтобы визуально проверить, превышает ли механическая прочность металлического соединения требования верхнего предела стандарта IPC или стандартов заказчика.
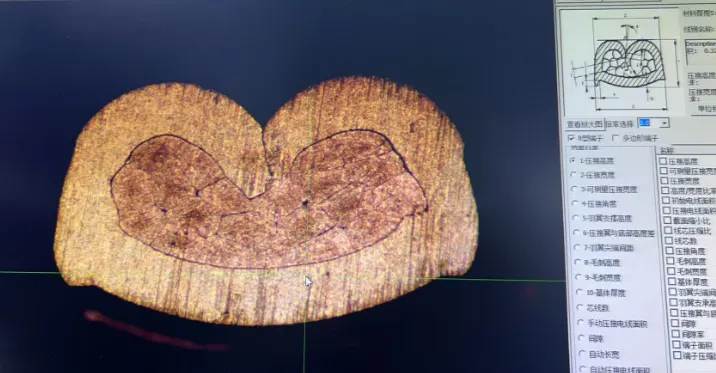
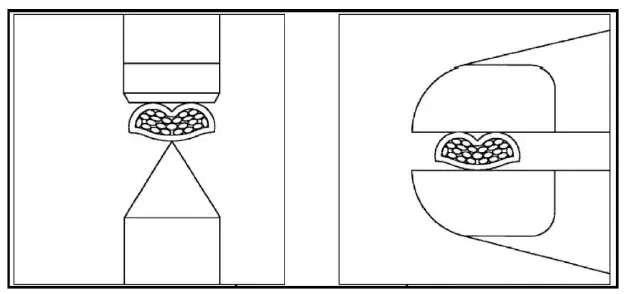
Металлографический анализ поперечного сечения (Окончательный критерий качества): Это основной элемент проверки, который в обязательном порядке контролируют старшие аудиторы качества крупных клиентов. Обжатую клемму заливают в смолу, подвергают прецизионной резке, полировке и травлению кислотой, затем помещают под металлографический микроскоп и увеличивают (50x-200x) для визуального анализа **«плотности сжатия проводника»** и **«морфологии завальцовки клеммы (симметрия, заусенцы на опорной поверхности, касание дна)»**. В области производства высококачественных жгутов проводов данные металлографии поперечного сечения — это абсолютная истина, которая никогда не лжет.
VI. Системная надежность оборудования по сути зависит от надежности обжима жгута проводов
Посторонние часто ошибочно полагают, что обработка жгутов проводов — это «трудоемкая» сборка без технических барьеров, предполагая, что если закупить самые дорогие полностью автоматические обжимные станки, качественная продукция будет производиться сама собой.
Но в глазах старших экспертов по технологическим процессам производства жгутов проводов, первоклассное качество производства строится на глубоком понимании командой базового процесса: это строгое микрометрическое управление износом лезвий обжимной матрицы, предельное стремление к точности полностью автоматической резки и зачистки проводов, а также замкнутый цикл анализа ежедневных данных микрошлифов поперечного сечения.
Никогда не недооценивайте эти крошечные ±0,03 мм. Внутри высокотехнологичного прецизионного устройства (будь то умный автомобиль, аппарат МРТ или 6-осевой промышленный робот) переплетаются сотни или тысячи точек обжима клемм. Если даже одна единственная точка выйдет из строя из-за выхода за пределы допуска, самый мощный главный чип и самая точная механическая конструкция могут мгновенно оказаться полностью парализованными из-за потери питания или сбоя сигнала.
Уважение к промышленным стандартам и строгое соблюдение допуска обжима в ±0,03 мм — это не только технологическая основа для ведущих предприятий по производству высококачественных жгутов проводов на заказ, но и профессиональный фундамент приверженности каждого инженера по жгутам проводов надежности продукции.




