在电子制造与线束加工行业,无论是查阅国际通用的 IPC/WHMA-A-620 标准(线缆及线束组件的要求与验收)、USCAR-21 标准,还是翻开任何一家头部客户(涵盖工控设备、医疗器械、汽车主机厂)的《控制计划(Control Plan)》,都有一个所有线束制程工程师必须死守的核心参数:端子压接高度(Crimp Height)的公差,通常被牢牢锁定在 ±0.03 mm。
如果在线束加工车间随机询问一位产线工艺员:“为什么公差必须是 ±0.03 mm?”
得到的答案往往是“行业标准规定”、“端子原厂(如TE、Molex等)规范”或是“多年量产的经验值”。
但作为一家深耕精密线束加工多年的制造大厂,我们的资深工艺研发团队深知:工业制造中的极限公差绝非拍脑袋决定,其背后隐藏着极其严谨的材料力学与金属冶金学原理。 真正吃透了这一底层逻辑,才能在自动化产线上对端子压接质量建立起绝对的制程敬畏。
一、 端子压接不是“机械夹紧”,而是“金属冷焊”
在很多非专业人士的潜意识里,端子压接(Terminal Crimping)仅仅是用金属端子把铜导线“物理捏紧”。这是线束加工行业的一大认知误区。
端子压接真正的工程终极目标,是实现一种冶金级别的连接状态——冷焊(Cold Welding)。
在高速压接机冲压的毫秒级瞬间,完美的压接点必须发生以下物理化学变化:
机械压缩: 铜导体受到压接模具刀片强烈的机械压缩。
破除氧化层: 导线与端子表面的金属氧化层在剧烈的摩擦与挤压中被彻底破坏。
塑性变形: 铜芯与金属端子内壁发生深度的塑性形变。
分子级结合: 导体与端子在金属原子层面上紧密嵌合,形成无缝隙的纯金属接触界面。
在压接截面金相显微镜下,这种连接状态几乎融为一体。只有彻底实现“冷焊”,压接端子才能同时满足工业级应用的两大核心诉求:极低的接触电阻(卓越的电气性能)。而要维持这种极其脆弱的工艺平衡,导体的压缩量就必须被极其精准地控制。
二、 压接高度控制的本质是“导体压缩率”
在精益线束制造工艺中,压接高度绝不是一个孤立的几何尺寸参数,它本质上调控的是核心变量——导体压缩率(Compression Ratio)。
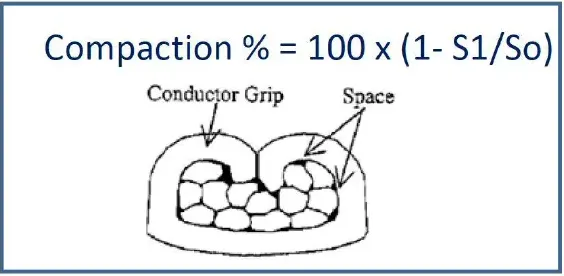
根据行业权威标准定义及海量量产实验数据验证,一个理想的端子压接状态,其导体压缩率必须被严格限制在 15% – 30% 的狭窄制程窗口内(业界公认的最佳起始点通常在 15% - 20% 之间)。
当压缩不足(压缩率 < 15%)时: 铜丝未被完全压实,线束内部残留空气间隙。这会导致实际导电接触面积急剧减小,接触电阻飙升。在大功率储能、高压设备或重载工控工况下,极易形成致命的“发热源”,引发端子烧蚀甚至设备起火。
当压缩过度(压缩率 > 30%)时: 端子与铜丝产生破坏性的过度形变。铜芯截面积严重受损,产生应力集中。在设备长期运行的振动环境下,极易引发金属疲劳断裂。
三、 为什么放宽到 ±0.05 mm 绝对不行?
对于初入线束加工行业的工程师,常常会质疑 ±0.03 mm 的要求过于苛刻:“工艺放宽到 ±0.05 mm 行不行?这样不良率更低,模具寿命还能更长。”
从线束工厂的质量管控角度来看,我们来算一笔工程账。假设某款高精密电子端子的标准压接高度设定为 1.20 mm:
如果将公差放宽至 ±0.05 mm,实际产线上的高度波动范围将飘移至 1.15 mm – 1.25 mm。
对于微型化、高密度的现代连接器而言,这看似微不足道的 0.05 mm 偏差,投射到“导体压缩率”的曲线上,足以让压接状态直接跌穿 15%-30% 的安全制程窗口。
换言之,一旦偏离超过 0.05 mm,压接点将不可避免地面临**“内部松散虚接(压缩不足)”或“铜芯物理受损(过度压缩)”**。因此,守住 ±0.03 mm 的底线绝非工艺苛求,而是为了确保每一根线束的压缩率都稳稳落入安全区间,大厂工程师必须锁死的容忍极值。
四、 压接高度偏差引发的“三大系统级灾难”
如果在规模化量产中守不住这 ±0.03 mm 的底线,交付到终端客户手中的设备将面临三大致命隐患:
电气性能剧烈衰减(接触电阻异常放大)
压接高度偏大导致空隙残留。在低压信号线束(如医疗传感器、工业总线)中,会引发高频信号丢失或数据误码;在动力线束中,高阻抗带来的异常温升是导致设备宕机和热失控的重大诱因。机械强度崩塌(拉拔力不达标)
高度偏大导致端子翼片未能充分包裹并锁死导线。在工业机器人高频运动、设备拖拽或车辆颠簸路况下,导线极易从端子套管中被生生扯脱,导致瞬间断电或核心模块失效。长期可靠性透支(隐性疲劳断裂)
这是终端售后最棘手的“隐形杀手”。若压接高度偏小(过度冲压),铜芯受了“内伤”。此类不良品往往能顺利通过出厂的常规导通测试与拉拔测试,但在设备连续运行 1-2 年后,受损铜丝在持续高频微振动下微裂纹不断扩展,最终导致彻底断路瘫痪。
五、 高端线束制造企业的护城河:“三维验证体系”
作为专业的高品质线束制造商,我们向客户承诺的质量绝对不仅停留在纸面。真正成熟的线束代工厂深知:单纯依赖千分尺测量压接高度是远远不够的。 优良的端子压接是端子材质匹配、导线结构分析、自动化剥皮精度以及模具刀片管理等多个制程变量的综合输出。
为确保良率与可靠性,业界顶尖线束企业均建立了一套严苛的**“压接质量三维验证体系”**:
压接高度与宽度测量(在线 SPC 监控): 产线全面配置带 CPK 自动统计功能的精密数显千分尺与压力测力仪(CFM),实现生产过程的高频抽检与统计过程控制,预防系统性偏差。
端子拉拔力测试(破坏性机械验证): 采用高精度拉力测试仪进行破坏性物理拉伸,直观验证金属连接的机械咬合强度是否超越 IPC 或客户标准的上限要求。
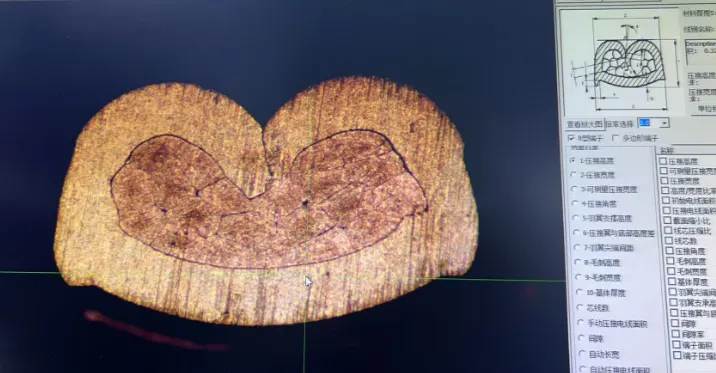
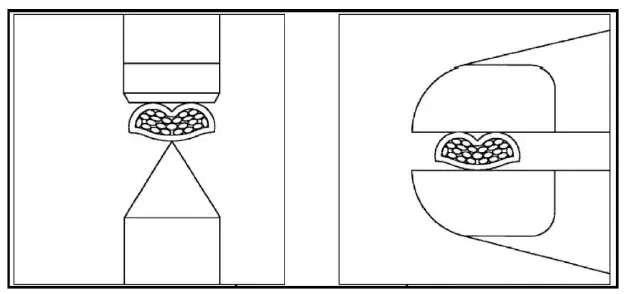
压接截面金相分析(终极质量判据): 这是各大头部客户高级质量审核员必查的核心验证项目。通过将压接端子树脂镶嵌、精密切割、打磨、酸腐蚀后置于金相显微镜下放大(50x-200x),直观剖析内部的**“导体压缩致密度”、“端子卷边形态(对称度、支撑面毛刺、触底干涉情况)”**。在高端线束加工领域,截面金相数据是绝不撒谎的终极真理。
六、 设备的系统可靠性,本质上取决于线束压接的可靠性
业外人士往往误认为线束加工是没有技术壁垒的“劳动密集型”装配。以为只要采购了最昂贵的全自动压接机,就能自然产出合格的产品。
但在资深的线束工艺专家眼中,一流的制造品质建立在团队对工艺底层的深刻洞察之上:它是对压接模具刀片磨损微米级的严苛管理,是对全自动裁线剥皮精度的极致追求,更是对每日截面分析数据的闭环复盘。
切莫轻视这微小的 ±0.03 mm。一台高端精密设备(无论是智能汽车、核磁共振设备,还是六轴工业机器人)的内部,动辄交织着成百上千个端子压接点。只要其中哪怕一个点因为跌破公差而失效,再强大的主控芯片、再精密的机械结构,都可能在瞬间因为断电或信号丢失而全面瘫痪。
敬畏工业标准,死磕 ±0.03 mm 的压接公差,这不仅是中国高端线束加工企业的制程底线,更是每一位线束工程师对产品可靠性的专业底色。




